Как делают кафельную плитку.
Незабываемая экскурсия по заводу "Нефрит-керамика" в Никольском прямо не выходя из дома. Таинственные закоулки керамического производства. Беспилотные роботы. Фонтаны шликера. Брызги глазури. Пыль, жар и шум по ту сторону монитора. Радость, удивление и восхищение по эту сторону монитора.
Ну а поводом для радости было простое желание прикупить центнер глазури для своей мастерской. Для чего она мне тоже покажу в конце поста.
Итак, по-порядку.
Все начинается в цехе заготовки шликера. Шликером называют взвесь глины в воде, по консистенции напоминающую густые сливки. Вот он фонтанирует над виброситом. Вибросито - это, как вы конечно догадались, сито, которое вибрирует.

А из сита он поступает в резервуары ниже поверхности пола. Там перемешивается-перемешивается, в него добавляются электролиты и плавни, обеспечивающие стабильность технических параметров сырья. Далее по трубам шликер отправляется прямиком в ад.
В предверии ада стоят накопители и насосы.

Насосы закачивают шликер под большим давлением в жерло ада. Там, в жерле, горят синим пламенем газовые горелки. Шликер распыляется и пока долетает до дна воронки превращается...

... превращается в пресс-порошок. Сыпучий и горячий.

Он высыпается прямо на ленту транспортера и отправляется к прессам. Труба цеха производства пресс-порошка, кстати, производит огромное количество облаков, потому что пар из нее валит постоянно.
Пресс штампует плитку прямо из сухого пресс-порошка. Тот факт, что в сырье отсутствует вода позволяет получать идеально ровные плитки. Знаете, почему стопка наших тарелок похожа стопку блинов, у которых края волнами идут, а стопка чешских тарелок похожа на лист тетради в линеечку? Потому что за бугром посуду штампуют из фарфорового пресс-порошка, а у нас формуют из пластичной массы, содержащей воду.

Затем по ленте роликов плитки уезжают в печь для утильного обжига. Вот там, где лампа горит, находится вход в печь.

Печка итальянская.

Вдоль всей полосы конвейера протянут трос аварийной остановки. В случае чего достаточно дернуть за него и все остановится. На фотографии он внизу.

Общий вид печи.

Обжиг плитки происходит при температуре 1050 градусов. Тоннельная печь обеспечивает непрерывность процесса обжига. В середине максимальная температура, на входе и выходе - минимальная. Плитки сначала медленно нагреваются, а потом также медленно остывают.
На выходе они уже не серые, а привычного терракотового цвета.

Дальше по конвейеру они поступают к роботу-укладчику, который складывает их в большие контейнеры. Он слева, в клетке, в конце ленты транспортера.

К подъехавшей плитке он присасывается вакуумными захватами и переносит ее в контейнер.
Сложенную в контейнеры плитку увозит другой робот. Он управляется компьютером и движется строго по определенной траектории. Вон он, на фотке везет 337 контейнер. А вот он уже пустой куда-то поехал:
После того, как один робот передает контейнер с утильными плитками другому роботу, другой робот тоже присасывается к ним и выкладывает их на новую ленту конвейера.

И плитки мчатся дальше, навстречу новому обжигу.

Самое завораживающее в этом процессе - это поворот плитки вокруг своей оси. Можно вечность скоротать, наблюдая за этим чудом.
Хотя нет. Там еще много всего завораживающего, пойдемте дальше.
Плитки очищаются от пыли,

увлажняются,

и попадают в камеру ангобирования. Эта занавеска вовсе не занавеска, а самый обыкновенный белый ангоб, которым льется на проезжающую плитку. Быстро и ровно плитка покрывается белоснежным ангобом.

А следом уже поджидает такая же завеса глазури. Вжжик и плитка покрыта белоснежной глазурью.

Те, кто не до конца потратил свою вечность на процессе поворота плитки могут добить ее на процессе полива:
Век бы любовался.
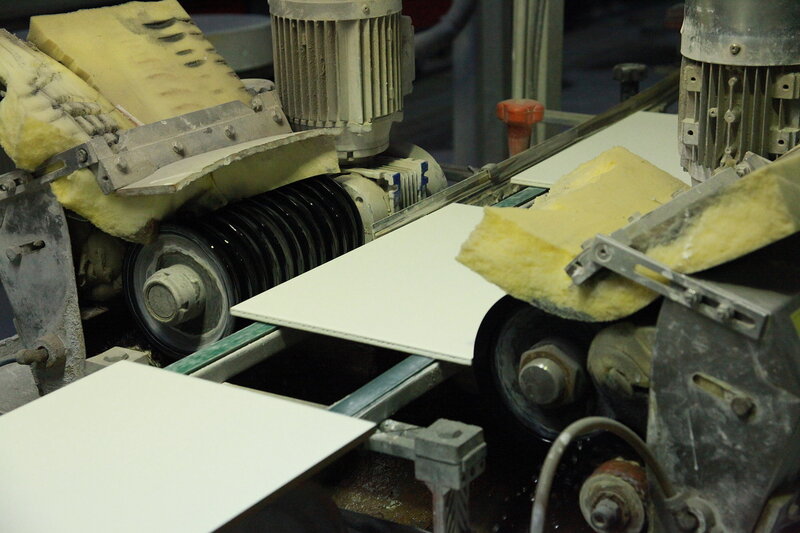
Потом резиновые колесики бережно удаляют с краев плитки глазурь. Сначала с широкой стороны, потом с узкой.
Следующий пункт программы - камера с клеем. Он распыляется на глазурь, укрепляя ее.

Он очень даже не повредит, потому что дальше плитку ждут предобрые валы. Ну, это для тех, кто еще помнит о чем сказка "Городок в табакерке".

Сверху на вал стекает краска. Голубенькая, тоненькой струйкой, видите? А чуть подальше к валу прижимается резинка, которая распределяет красочку по поверхности вала равномерно. На валу имеется рисунок, который пропечатывается на проезжающую мимо плитку. Длина окружности вала кратна размеру плитки, и расстояние между валами тоже. Это чтобы рапорт орнамента не нарушался и мы могли наслаждаться однообразием симметрии. Ну или унынием повтора - кому что по душе. Обратите внимание на трос с надписью STOP на предыдущем снимке. Это все тот же трос, что и в начале был.

Если снять с ленты плитку сразу после валов, то увидим вот что:

Потом плитки проносятся через камеру аэрографа. В нем наносятся разные фактурные рисунки, но в данный момент она бездействует.

Все. Полет окончен. Теперь плитки собираются в огромный ролл-бокс. Или роллер-бокс? Ну, как-то так он называется. Укладывает, разумеется, робот. Неолудитам тут есть где порезвиться ))

Боксы огромные.

Роллер-боксы к печи увозит кто? Ко-нечно Вааася, тын-тыры-дырым, Вааася, тын-тыры-дырым, Ва-ся, ну кто его не знает?

Пошутил. Нет тут никакого Васи. Робот по строгой траектории подъезжает, поднимает и увозит. Вон какую тропку протоптал уже.
В нужный момент робот подает роллер-бокс к ленте, ведущей на второй уровень печи. Той же самой, где и утиль обжигается, но повыше. Видите нашу старую знакомую лампочку? Там мы уже были, прессованые плитки в обжиг провожали.


Печь, как я уже говорил, итальянская и вся линия тоже. Хотя нет, не вся. Тут еще есть одна штуковина засекреченая. Фотографировать ее нельзя. И она, штуковина эта, испанская. По секрету расскажу вам, что это крутейший принтер, который может печатать прямо по сырой глазури. ОООчень крутая вещь. Представляете? Никаких деколей и шелкографии! Прямая печать из файла. Крутотень крутотеньская. Причем головки там плавающие настолько, что оплывают даже рельеф. То есть печатать можно не только на плоскости, но и на НЕ плоскости. Я там для marinni гротески печатал.
Но вернемся на линию. Первый человек.

Она сидит и смотрит, как из печи выезжают плитки. Целую смену смотрит. Раньше я думал, что нет ничего однообразнее работы смотрителя эскалатора, но теперь я так не думаю. Там хоть люди живые шевелятся, а тут... Я бы уснул минуты через две такой деятельности, наверно.
Чуть позади стоит центр управления полетами.

Дальше плитки бегут уже блестящие. 1050 градусов бесследно не проходят.
И, о чудо, снова люди! Они выбраковывают и сортируют. Делают пометочку маркером на плитке, если ее надо в какой-нибудь сорт отложить или в помойку сбросить.

А дальше снова робот.

Он лазером считывает иероглифы сортировщиц.

Не видно как, но как-то он сбрасывает брак в отвал.

А дальше угадаете что? Правильно. Робот.

Он готовит стопочки для упаковки.
И вот, финишная прямая. Тут снова робот. Он раскладывает по паллетам коробочки с плиткой. Человек за кадром тоже присутствует. Когда робот зацепился лапкой за паллету, он беспомощно завис. И только Человек мощным нажатием на кнопку сенсорного монитора вернул его к жизни.
Вот и все. Я забрал свои бочки с глазурью и коробки с утильной плиткой и уезжаю.

Я керамист и глазурь мне нужна для работы. Чтобы сделать вот такие майоликовые откосы, например:

Такие тоже сделаны на основе этой глазури.
И камин покрыт той же глазурью:

И даже эти ручки:

Я много чего делаю с использованием именно этой глазури. Если интересно, то в журнале керамиста по тэгу " работы моей мастерской" можно посмотреть все варианты применения.
Но вернемся на производство. В этот момент внимательный читатель должен воскликнуть: "Как это все?!"
Есть тут внимательный читатель?
Специально для внимательных - цех заготовки глазури. Его то мы не посмотрели, верно?
Тут стоят здоровенные шаровые мелницы.

Эти барабаны изнутри выложены уралитовыми блоками (чтобы не было контакта глазури с железной оболочкой и чтобы барабаны не протирались быстро). Ингридиенты глазури перемалываются уралитовыми циллиндрами, которые начинают перекатываться в тот момент, когда барабан начинает вращаться. Вращается он долго. Очень долго. А потом глазурь пропускается через вибросито.

Отсюда глазурь отправляется к тем завесам, помните? Ну, где сначала ангоб, а потом глазурь на плитку льется. Приятно, когда читатель внимательный и все помнит :)
Теперь вы знаете кунг-фу, как делается кафель.
Хотите узнать, как делают тарелки, чайники и чашки в промышленных масштабах и почти без роботов?
Оригинал поста тут.