ДТ-7. Как изготовлять кузнечные штампы?
04. Как изготовлять кузнечные штампы? Американцы любят фрукты. Кафетерии. "Сервис". Электрические машинки в быту.
Отрываясь от своей инспекторской работы‚ я нередко становлюсь на молот, заменяя Одного из своих друзей штамповщиков. Они помогают мне, обучают искусству штамповки. Вскоре я уже сво60дно работаю на легких молотах на штамповке малых деталей. Я окончательно вхожу как свой человек в среду штамповщиков. Я наблюдаю, что в кузнице нет крана. Этому мешает конструкция здания. Старое здание поставлено так, что для мостового крана нет места, да и пристройка сделана под углом, так что крана все равно пустить нельзя. Хороший домкрат заменяет здесь краны. Это, конечно, не все равно,-с краном работа идет быстрее и лучше. Мизерная по числу людей ремонтная бригада, оплачиваемая повременно, работает быстро и хорошо. Ремонтники оплачиваются выше квалифицированных рабочих.
Зима мягкая, а потому здание не отапливается. Здание кирпичное, стены в два кирпича, света не очень много. Ворот в цехе всего двое, поэтому здесь тепло даже зимой.
Склад стали пристроен с торцевой стороны. В нем работают два магнитных крана, они складывают сталь в металлические стеллажи и, по мере надобности, кладут несколько штанг на стеллажи, установленные наклонно в направлении торцевой стены цеха. Штанги медленно скатываются к стене.
В стене узкая, но длинная щель. Щель эта закрывается дверкой. Открыв дверку, рабочий пропускает одну-две штанги на роликовый стол ножниц.
Я зарисовываю этот способ подачи стали в цехе как безусловно целесообразный. В течение месяца я веду разнообразные записи по цеху, оставаясь во вторую смену, снимаю размеры трубопроводов, целиком зачерчиваю печи для осадочных машин, наблюдаю работу по правке в холодном виде коленчатого вала.
К сожалению, я не собрал достаточно подробных данных о правке валов. Этот вопрос оказался у нас, в Сталинграде, чрезвычайно большим и спорным. Находились люди, которые утверждали, что коленчатые валы вообще в холодном виде править нельзя. Я очень рад, что привез с собой, хотя и неполные, сведения об этом способе. Трудно себе представить, чтобы американцы в массовом производстве применяли `невозможные методы.
После правки коленчатый вал проверяется по специальному шаблону на плите, Следовательно, правка под прессом является достаточно точной, и коленчатый вал идет в термическую обработку.
Проработав месяц в цехе, я перебираюсь в мастерскую по изготовлению штампов. Прошу дать мне чертежи штампов. Заведующий недоумевает,- чертежей штампов не имеется. Он говорит, что они работают без чертежей. Я не верю и настаиваю на своем. Он показывает мне чертежи‚-в сущности, это просто эскизы, на которых указаны габаритные размеры. Это все, что они имеют. Я знакомлюсь с рабочими и расспрашиваю про чертежи,-чертежей штампов нет, работают по чертежам поковок. Рабочие настолько изучили характер штампов, что не нуждаются в чертежах, каждый работай знает работу на память.
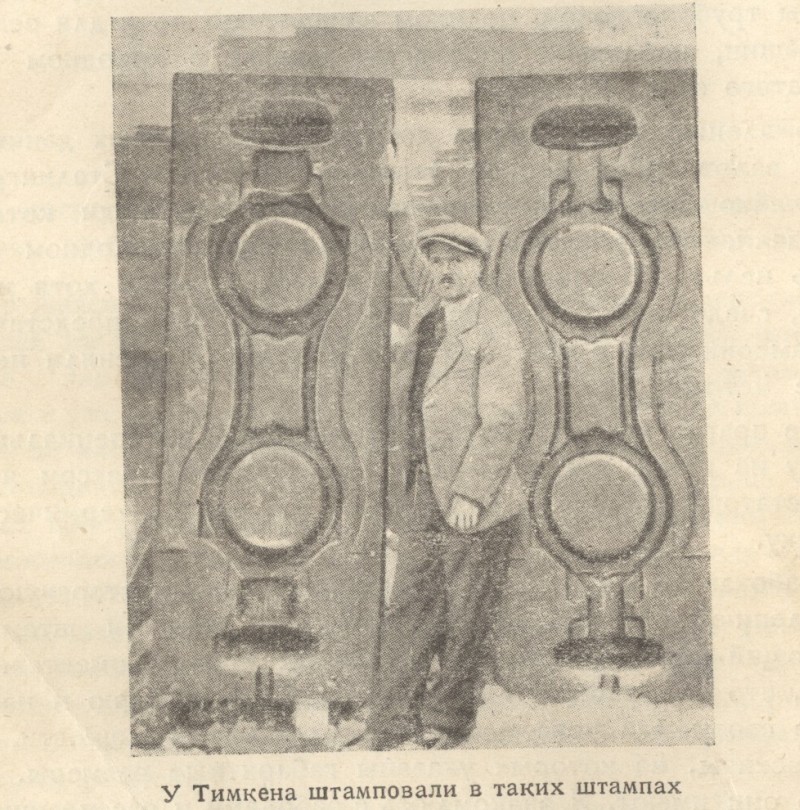
Иллюстрация из данной книги
С вопросом о чертежах штампов я совсем в иной обстановке столкнулся в Сталинграде. Мы получили импортные штампы, но не получили никаких чертежей. Чертежи, заказанные нами тем фирмам, которые изготовляли штампы, были изготовлены удивительно плохо. фирмы готовили их по существу впервые и только для нас. Сами же они не нуждались в них. Первое, что нам потребовалось - это изготовить чертежи, потому что никто из нас не знал, как делать штампы без чертежей, мы не умели делать их.
Много беды мы испытали с этим делом. Штампы были уже пущены в работу, а по сработанным штампам нельзя было восстановить размеров.Нам пришлось заняться конструированием штампов на основе некоторых сохранившихся размеров, на основе наших догадок и помощи американских инструкторов. Полных три месяца мы убили на это дело. Много было неприятностей, много брака и лишней работы.
Теперь мы истрепали старые чертежи, а имеющийся комплект запасных частей не пускаем в работу. Теперь мы великолепно обходимся без чертежей. Только новые штампы, и штампы, изменяемые нами мы, изготовляем по чертежам. Это одно из наших достижений.
Иногда нам говорят, что это кустарная работа, что способ работы без чертежей возвращает нас к временам мелкосерийной или даже поштучной работы. Это не так. Дело именно в большом количестве повторяющихся работ. Именно поэтому и потому, что у нас выработался кадр постоянных людей, работавших на этих работах, оказалось возможным вести работу без чертежей.
Это вовсе не значит, что без чертежей работать лучше. Это значит только, что нас не связывает этот момент как обязательный. Для проверки у контролера-приемщика штампов чертеж всегда под рукой. Но и ему чертежи не всегда бывают нужны. Есть шаблоны, которые мы научились хранить и регулярно проверять‚ чтобы не пользоваться в цехе лишней бумагой.
Вопрос об изготовлении штампов также вызвал у нас много дебатов. Действительно странно, что в Америке, при высокоразвитом массовом производстве. когда операции сильно расчленены, когда труд рабочих сведен к простейшим операциям, в инструментально-штамповом деле сохранился универсализм. Один рабочий изготовляет штамп от начала до конца. Один рабочий сам размечает штамп. затем фрезерует на вертикально-фрезерном станке и заканчивает ручной слесарной обработкой. Один человек-Один штамп. Полная ясность и ответственность за работу.
Однако это сильно напоминает изготовление часов часовщиком от начала до конца. Это возможно там где есть рабочие высоких квалификаций, хорошо знакомые с различными вилами станков и инструмента. Для этой работы требуется многолетняя выучка. Это дорогое удовольствие. Мы не можем итти по этому пути. Опыт нашей работы показал нам это.
Мы обучаем рабочих работать на одном типе станков. Это тоже стоит не дешево. Мы знаем, что если в процессе выучки на токарном станке рабочий допустил по незнанию поломку, то стоимость выучки его же на фрезерном станке будет не меньшей. Мы знаем, что именно прохождение рабочих по ряду станков влечет за собой обезличку и невозможность найти причину брака. Мы пошли по пути закрепления за определенными рабочими отдельных механизмов, ответственность же за изделие в делом мы возложили на бригадира, в ведении которого находится группа станков. Такой порядок существует у нас и посейчас.
Иллюстрация из брошюры "Горячая штамповка деталей трактора на СТЗ".Инж. А. Измайлков. Саратов. 1932 год. Немного увлекся и заказал несколько книжек связанных с СТЗ. :)
...Однажды‚ подойдя на зав0де Кейса к печам для закалки штампов, я обнаружил, что вода в закалочной ванне имеет грязно-бурый цвет. Я справился у рабочего, какая жидкость применяется для закалки штампов, но не получил ответа. Заведующий мастерской также не ответил мне ничего. Вернувшись к закалочной ванне. я взял на палец несколько капель воды и лизнул их. Я обнаружил в воде присутствие каких-то солей. Мне не удалось узнать действительный состав закалочной жидкости и пропорцию солей. Заведующий уклончиво отвечал на мои вопросы.
Зыбин, работавший в термической мастерской Кейса, также пытался узнать состав патентованного карбюризатора, употребляемого для цементации. Карбюризатор- это смесь мелкого древесного угля с коксом и различными примесями, ускоряющими науглероживание поверхностного слоя железа. Вопрос об этих примесях, ускоряющих цементацию часто в два и даже в три раза, и интересовал т. Зыбина.
Никакими средствами узнать этого ему не удавалось. Он пробовал эту смесь древесного угля язык, так как обнаруживал на кусочках его какой-то липкий состав. На вкус уголь оказался сладковатым, к запаху угля примешивался запах керосина. Однако все это было неточно.
Зыбин пробовал сжигать на заводском дворе кусочки этой смеси, но определить состав таким примитивным способом было невозможно. Карбюризатор смешивался в закрытой комнате,куда Зыбин не имел доступа. Значительно позже, через одного из мастеров, ему удалось узнать пропорции древесного угля и кокса и то, что к смеси примешивалась патока и керосин. Это открыло глаза т. Зыбину.
Меня очень интересовало инструментально-штамповое дело как с точки зрения организационной, так и технической. Позже на нашем зав0де, в Сталинграде, находились смельчаки, которые предлагали изготовлять кузнечные штампы совершенно самостоятельно, допуская даже отрыв мастерской от непосредственного потребителя-кузницы. Некоторые думали, что кузнечные штампы можно изготовлять даже га стороне, что возможно даже сушествование самостоятельного завода кузнечных штампов для обслуживания нескольких кузниц.
Это не находит подтверждения в практике американской работы. Редко можно встретить мастерскую, изготовляющую штампы на сторону. В громадном большинстве случаев, так же как и у Кейса, мастерская находится при цехе, даже под одной крышей с кузницей. Ею управляет начальник, подчиняющийся начальнику кузнечного цеха. Начальник цеха координирует работу как инструментально-штамповой, так и кузницы.
Дело объясняется тем, что два Одинаковых комплекта штампов почти невозможно изготовить даже на совершенных новейших станках. Ручная доводка решает в конечном счете работу штампов. Часто после изготовления штампа окончательную проверку возможности работы с ним можно произвести только путем опробования на механизме. Максимальное приближение штамповой мастерской к интересам и нуждам кузницы решает здесь все.
(продолжение следует. Дальше будет интересная часть про быт в США :) )
Центральный пост http://pilot-pirks.livejournal.com/97270.html
Отрываясь от своей инспекторской работы‚ я нередко становлюсь на молот, заменяя Одного из своих друзей штамповщиков. Они помогают мне, обучают искусству штамповки. Вскоре я уже сво60дно работаю на легких молотах на штамповке малых деталей. Я окончательно вхожу как свой человек в среду штамповщиков. Я наблюдаю, что в кузнице нет крана. Этому мешает конструкция здания. Старое здание поставлено так, что для мостового крана нет места, да и пристройка сделана под углом, так что крана все равно пустить нельзя. Хороший домкрат заменяет здесь краны. Это, конечно, не все равно,-с краном работа идет быстрее и лучше. Мизерная по числу людей ремонтная бригада, оплачиваемая повременно, работает быстро и хорошо. Ремонтники оплачиваются выше квалифицированных рабочих.
Зима мягкая, а потому здание не отапливается. Здание кирпичное, стены в два кирпича, света не очень много. Ворот в цехе всего двое, поэтому здесь тепло даже зимой.
Склад стали пристроен с торцевой стороны. В нем работают два магнитных крана, они складывают сталь в металлические стеллажи и, по мере надобности, кладут несколько штанг на стеллажи, установленные наклонно в направлении торцевой стены цеха. Штанги медленно скатываются к стене.
В стене узкая, но длинная щель. Щель эта закрывается дверкой. Открыв дверку, рабочий пропускает одну-две штанги на роликовый стол ножниц.
Я зарисовываю этот способ подачи стали в цехе как безусловно целесообразный. В течение месяца я веду разнообразные записи по цеху, оставаясь во вторую смену, снимаю размеры трубопроводов, целиком зачерчиваю печи для осадочных машин, наблюдаю работу по правке в холодном виде коленчатого вала.
К сожалению, я не собрал достаточно подробных данных о правке валов. Этот вопрос оказался у нас, в Сталинграде, чрезвычайно большим и спорным. Находились люди, которые утверждали, что коленчатые валы вообще в холодном виде править нельзя. Я очень рад, что привез с собой, хотя и неполные, сведения об этом способе. Трудно себе представить, чтобы американцы в массовом производстве применяли `невозможные методы.
После правки коленчатый вал проверяется по специальному шаблону на плите, Следовательно, правка под прессом является достаточно точной, и коленчатый вал идет в термическую обработку.
Проработав месяц в цехе, я перебираюсь в мастерскую по изготовлению штампов. Прошу дать мне чертежи штампов. Заведующий недоумевает,- чертежей штампов не имеется. Он говорит, что они работают без чертежей. Я не верю и настаиваю на своем. Он показывает мне чертежи‚-в сущности, это просто эскизы, на которых указаны габаритные размеры. Это все, что они имеют. Я знакомлюсь с рабочими и расспрашиваю про чертежи,-чертежей штампов нет, работают по чертежам поковок. Рабочие настолько изучили характер штампов, что не нуждаются в чертежах, каждый работай знает работу на память.
Иллюстрация из данной книги
С вопросом о чертежах штампов я совсем в иной обстановке столкнулся в Сталинграде. Мы получили импортные штампы, но не получили никаких чертежей. Чертежи, заказанные нами тем фирмам, которые изготовляли штампы, были изготовлены удивительно плохо. фирмы готовили их по существу впервые и только для нас. Сами же они не нуждались в них. Первое, что нам потребовалось - это изготовить чертежи, потому что никто из нас не знал, как делать штампы без чертежей, мы не умели делать их.
Много беды мы испытали с этим делом. Штампы были уже пущены в работу, а по сработанным штампам нельзя было восстановить размеров.Нам пришлось заняться конструированием штампов на основе некоторых сохранившихся размеров, на основе наших догадок и помощи американских инструкторов. Полных три месяца мы убили на это дело. Много было неприятностей, много брака и лишней работы.
Теперь мы истрепали старые чертежи, а имеющийся комплект запасных частей не пускаем в работу. Теперь мы великолепно обходимся без чертежей. Только новые штампы, и штампы, изменяемые нами мы, изготовляем по чертежам. Это одно из наших достижений.
Иногда нам говорят, что это кустарная работа, что способ работы без чертежей возвращает нас к временам мелкосерийной или даже поштучной работы. Это не так. Дело именно в большом количестве повторяющихся работ. Именно поэтому и потому, что у нас выработался кадр постоянных людей, работавших на этих работах, оказалось возможным вести работу без чертежей.
Это вовсе не значит, что без чертежей работать лучше. Это значит только, что нас не связывает этот момент как обязательный. Для проверки у контролера-приемщика штампов чертеж всегда под рукой. Но и ему чертежи не всегда бывают нужны. Есть шаблоны, которые мы научились хранить и регулярно проверять‚ чтобы не пользоваться в цехе лишней бумагой.
Вопрос об изготовлении штампов также вызвал у нас много дебатов. Действительно странно, что в Америке, при высокоразвитом массовом производстве. когда операции сильно расчленены, когда труд рабочих сведен к простейшим операциям, в инструментально-штамповом деле сохранился универсализм. Один рабочий изготовляет штамп от начала до конца. Один рабочий сам размечает штамп. затем фрезерует на вертикально-фрезерном станке и заканчивает ручной слесарной обработкой. Один человек-Один штамп. Полная ясность и ответственность за работу.
Однако это сильно напоминает изготовление часов часовщиком от начала до конца. Это возможно там где есть рабочие высоких квалификаций, хорошо знакомые с различными вилами станков и инструмента. Для этой работы требуется многолетняя выучка. Это дорогое удовольствие. Мы не можем итти по этому пути. Опыт нашей работы показал нам это.
Мы обучаем рабочих работать на одном типе станков. Это тоже стоит не дешево. Мы знаем, что если в процессе выучки на токарном станке рабочий допустил по незнанию поломку, то стоимость выучки его же на фрезерном станке будет не меньшей. Мы знаем, что именно прохождение рабочих по ряду станков влечет за собой обезличку и невозможность найти причину брака. Мы пошли по пути закрепления за определенными рабочими отдельных механизмов, ответственность же за изделие в делом мы возложили на бригадира, в ведении которого находится группа станков. Такой порядок существует у нас и посейчас.
Иллюстрация из брошюры "Горячая штамповка деталей трактора на СТЗ".Инж. А. Измайлков. Саратов. 1932 год. Немного увлекся и заказал несколько книжек связанных с СТЗ. :)
...Однажды‚ подойдя на зав0де Кейса к печам для закалки штампов, я обнаружил, что вода в закалочной ванне имеет грязно-бурый цвет. Я справился у рабочего, какая жидкость применяется для закалки штампов, но не получил ответа. Заведующий мастерской также не ответил мне ничего. Вернувшись к закалочной ванне. я взял на палец несколько капель воды и лизнул их. Я обнаружил в воде присутствие каких-то солей. Мне не удалось узнать действительный состав закалочной жидкости и пропорцию солей. Заведующий уклончиво отвечал на мои вопросы.
Зыбин, работавший в термической мастерской Кейса, также пытался узнать состав патентованного карбюризатора, употребляемого для цементации. Карбюризатор- это смесь мелкого древесного угля с коксом и различными примесями, ускоряющими науглероживание поверхностного слоя железа. Вопрос об этих примесях, ускоряющих цементацию часто в два и даже в три раза, и интересовал т. Зыбина.
Никакими средствами узнать этого ему не удавалось. Он пробовал эту смесь древесного угля язык, так как обнаруживал на кусочках его какой-то липкий состав. На вкус уголь оказался сладковатым, к запаху угля примешивался запах керосина. Однако все это было неточно.
Зыбин пробовал сжигать на заводском дворе кусочки этой смеси, но определить состав таким примитивным способом было невозможно. Карбюризатор смешивался в закрытой комнате,куда Зыбин не имел доступа. Значительно позже, через одного из мастеров, ему удалось узнать пропорции древесного угля и кокса и то, что к смеси примешивалась патока и керосин. Это открыло глаза т. Зыбину.
Меня очень интересовало инструментально-штамповое дело как с точки зрения организационной, так и технической. Позже на нашем зав0де, в Сталинграде, находились смельчаки, которые предлагали изготовлять кузнечные штампы совершенно самостоятельно, допуская даже отрыв мастерской от непосредственного потребителя-кузницы. Некоторые думали, что кузнечные штампы можно изготовлять даже га стороне, что возможно даже сушествование самостоятельного завода кузнечных штампов для обслуживания нескольких кузниц.
Это не находит подтверждения в практике американской работы. Редко можно встретить мастерскую, изготовляющую штампы на сторону. В громадном большинстве случаев, так же как и у Кейса, мастерская находится при цехе, даже под одной крышей с кузницей. Ею управляет начальник, подчиняющийся начальнику кузнечного цеха. Начальник цеха координирует работу как инструментально-штамповой, так и кузницы.
Дело объясняется тем, что два Одинаковых комплекта штампов почти невозможно изготовить даже на совершенных новейших станках. Ручная доводка решает в конечном счете работу штампов. Часто после изготовления штампа окончательную проверку возможности работы с ним можно произвести только путем опробования на механизме. Максимальное приближение штамповой мастерской к интересам и нуждам кузницы решает здесь все.
(продолжение следует. Дальше будет интересная часть про быт в США :) )
Центральный пост http://pilot-pirks.livejournal.com/97270.html