заточные круги и камни.
кадры решают всё - но с инструментом и приспособлениями кадры решат всё намного лучше. заточные круги и камни - это обеспечение работоспособности режущего инструмента.
- СУТЬ РАБОТЫ КАМНЕЙ
- МАРКИРОВКА КРУГОВ
- АБРАЗИВНЫЙ МАТЕРИАЛ
- РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА
- ТВЕРДОСТЬ
- СВЯЗКА ШЛИФ.ЗЕРНА
в любом процессе есть принцип, центральная идея, осознание которой
делает доступным понимание всех крупных и мелких деталей.
когда эта идея передается от мастера ученику, из уст в уста, из рук в руки -
дело процветает. когда эта идея теряется, то, несмотря на сотни страниц
в сотнях изданий, - у практикующих остаются сотни вопросов.
=СУТЬ РАБОТЫ КАМНЕЙ==
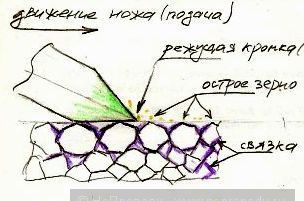
- изначально острые зерна постепенно затупляются.
- при достаточной степени их затупления они выкрашиваются
от усиливающегося давления обрабатываемого материала.
- их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,
3) режимом связывания зерен в камне, что дает *твердость.
3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
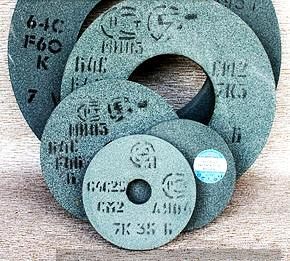
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?
потому что круги изготавливаются для промышленного производства,
их заказывают продвинутые технологи и там отличное качество.
плоские брусочки делают для домашнего пользования,
их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
такая маркировка была до 01.01.2008г. с этого времени
зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
ЧАЗ - Челябинский абразивный завод.
ПП - форма круга: плоско-параллельный
14А - материал: электрокорунд нормальный
40 - размер зерен или зернистость шлифзерна: от 0,32 до 0,4мм
СТ1 - твердость: среднетвердый.
К5 - связка, типа клея: керамическая
5 - плотность структуры
30М/С - максимальная рабочая скорость.
150х16х32 - размеры - диаметр, высота, диаметр отверстия.
для любителей копать глубоко:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.
ГОСТ 2424 Круги шлифовальные. Технические условия.
ГОСТ 2464 Сегменты шлифовальные. Технические условия.
ГОСТ 21963 Круги отрезные. Технические условия.
ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.
ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.
ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью. Марки монокорунда 43А, 44А и 45А применяются для изготовления инструментов на керамической связке и шлифовальной шкурки, предназначенных для обработки заготовок из закаленных легированных, жаропрочных и кислотоупорных сталей и сплавов.

для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность. Карбид кремния черный - применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С. Карбид кремния зеленый - применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.
для заточки деревообрабатывающего инструмента не использую.
да, это очень прочный материал - но, затупившись, его зерна долго не выкрашиваются.
поэтому наши ножи будут очень быстро нагреваться.
эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов. Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А. Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов. Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.
этот материал употребляют для обдирочных работ.
он бывает серого и черного цвета.
тот, который серый - получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок. Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А. Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.

этот материал - радость души моей. почти все заточные работы
я делаю белым электрокорундом - они лучший во всех отношениях.
==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
80-125 применяются для чернового шлифования;
25-50 - для обычного шлифования и для заточки инструментов;
10-16 используются для чистового шлифования;
3-10 применяются для резьбошлифования.
для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
для черновой заточки я использую размер 25 (F60) или 40 (F46)
для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
здесь можно видеть соответствие старых и новых обозначений зернистости.
==*ТВЕРДОСТЬ==
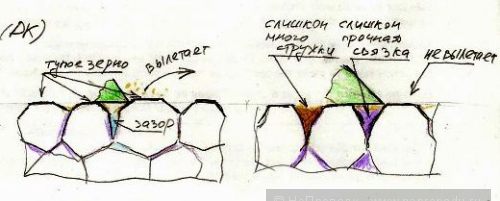
твердость шлифовального круга - это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.
М - мягкий M1 M2 МЗ
СМ - среднемягкий СМ1 СМ2
С - средний C1 C2
СТ - среднетвердый СТ1 СТ2 СТ3
Т - твердый T1 T2
ВТ - весьма твердый ВТ1 ВТ2
ЧТ - чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) - круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок .
глифталевая ГФ и пенфталевая ПФ связки - применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М - шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С - круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В (R) - обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) - самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента - керамическая связка К.
- СУТЬ РАБОТЫ КАМНЕЙ
- МАРКИРОВКА КРУГОВ
- АБРАЗИВНЫЙ МАТЕРИАЛ
- РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА
- ТВЕРДОСТЬ
- СВЯЗКА ШЛИФ.ЗЕРНА
в любом процессе есть принцип, центральная идея, осознание которой
делает доступным понимание всех крупных и мелких деталей.
когда эта идея передается от мастера ученику, из уст в уста, из рук в руки -
дело процветает. когда эта идея теряется, то, несмотря на сотни страниц
в сотнях изданий, - у практикующих остаются сотни вопросов.
=СУТЬ РАБОТЫ КАМНЕЙ==
- изначально острые зерна постепенно затупляются.
- при достаточной степени их затупления они выкрашиваются
от усиливающегося давления обрабатываемого материала.
- их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,
3) режимом связывания зерен в камне, что дает *твердость.
3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?
потому что круги изготавливаются для промышленного производства,
их заказывают продвинутые технологи и там отличное качество.
плоские брусочки делают для домашнего пользования,
их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
такая маркировка была до 01.01.2008г. с этого времени
зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
ЧАЗ - Челябинский абразивный завод.
ПП - форма круга: плоско-параллельный
14А - материал: электрокорунд нормальный
40 - размер зерен или зернистость шлифзерна: от 0,32 до 0,4мм
СТ1 - твердость: среднетвердый.
К5 - связка, типа клея: керамическая
5 - плотность структуры
30М/С - максимальная рабочая скорость.
150х16х32 - размеры - диаметр, высота, диаметр отверстия.
для любителей копать глубоко:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.
ГОСТ 2424 Круги шлифовальные. Технические условия.
ГОСТ 2464 Сегменты шлифовальные. Технические условия.
ГОСТ 21963 Круги отрезные. Технические условия.
ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.
ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.
ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью. Марки монокорунда 43А, 44А и 45А применяются для изготовления инструментов на керамической связке и шлифовальной шкурки, предназначенных для обработки заготовок из закаленных легированных, жаропрочных и кислотоупорных сталей и сплавов.
для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность. Карбид кремния черный - применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С. Карбид кремния зеленый - применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.
для заточки деревообрабатывающего инструмента не использую.
да, это очень прочный материал - но, затупившись, его зерна долго не выкрашиваются.
поэтому наши ножи будут очень быстро нагреваться.
эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов. Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А. Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов. Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.
этот материал употребляют для обдирочных работ.
он бывает серого и черного цвета.
тот, который серый - получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок. Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А. Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.
этот материал - радость души моей. почти все заточные работы
я делаю белым электрокорундом - они лучший во всех отношениях.
==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
80-125 применяются для чернового шлифования;
25-50 - для обычного шлифования и для заточки инструментов;
10-16 используются для чистового шлифования;
3-10 применяются для резьбошлифования.
для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
для черновой заточки я использую размер 25 (F60) или 40 (F46)
для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
здесь можно видеть соответствие старых и новых обозначений зернистости.
==*ТВЕРДОСТЬ==
твердость шлифовального круга - это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.
М - мягкий M1 M2 МЗ
СМ - среднемягкий СМ1 СМ2
С - средний C1 C2
СТ - среднетвердый СТ1 СТ2 СТ3
Т - твердый T1 T2
ВТ - весьма твердый ВТ1 ВТ2
ЧТ - чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) - круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок .
глифталевая ГФ и пенфталевая ПФ связки - применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М - шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С - круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В (R) - обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) - самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента - керамическая связка К.