Загорский трубный завод, как делается труба
Привет, подписчики, прошу прощения, что так долго не было поста, разбирал контент, и конечно же, самое интересное мой рассказ о том, как я ездил в самую интересную поездку в этом году - на Загорский трубный завод. Как мы знаем из истории, Загорск - советское название города Сергиев Посад, однако настоящее предприятие не имеет никакого отношения к СССР. Производство создано не на базе советского завода, а является абсолютно новым и инновационным. Завод производит прямошовные электросварные трубы диаметром 508-1422 мм для известных российских корпораций, таких как ПАО «Газпром», ПАО «НК «Роснефть», ОАО «НОВАТЭК», ПАО «ЛУКОЙЛ», ПАО «СИБУР Холдинг», АО НК «РуссНефть», ОАО «Сургутнефтегаз» и др. Итак, как именно загорскую трубою стал железа лист сегодня покажет ваш панк-металлист. Эстетика тяжелого трубного индустриального метала - см. под кат.

Фото 1.
Прежде чем начать, хочу сказать огромнейшее спасибо пресс-службе Загорского трубного завода за то, что дали вдоволь поснимать этот замечательный завод и мне не пришлось применять навыки клериков из Эквилибриума, дабы успеть всё отснять, заодно классно пообщался с людьми, а также камраду nordrodenза то, что дал мне свою дополнительную флешку на прокат)))))

Фото 2.
Итак, мы на складе. Вот из таких листов стали делаются трубы.

Фото 3.
С помощью вот этого мощного крана осуществляется транспортировка листов.
Вакуумная траверса

Фото 4
Магнитная траверса.

Фото 5.
Сперва лист очищается от ржавчины от ржавчины и грязи с помощью дробемётной машины и проходит фрезерную обработку
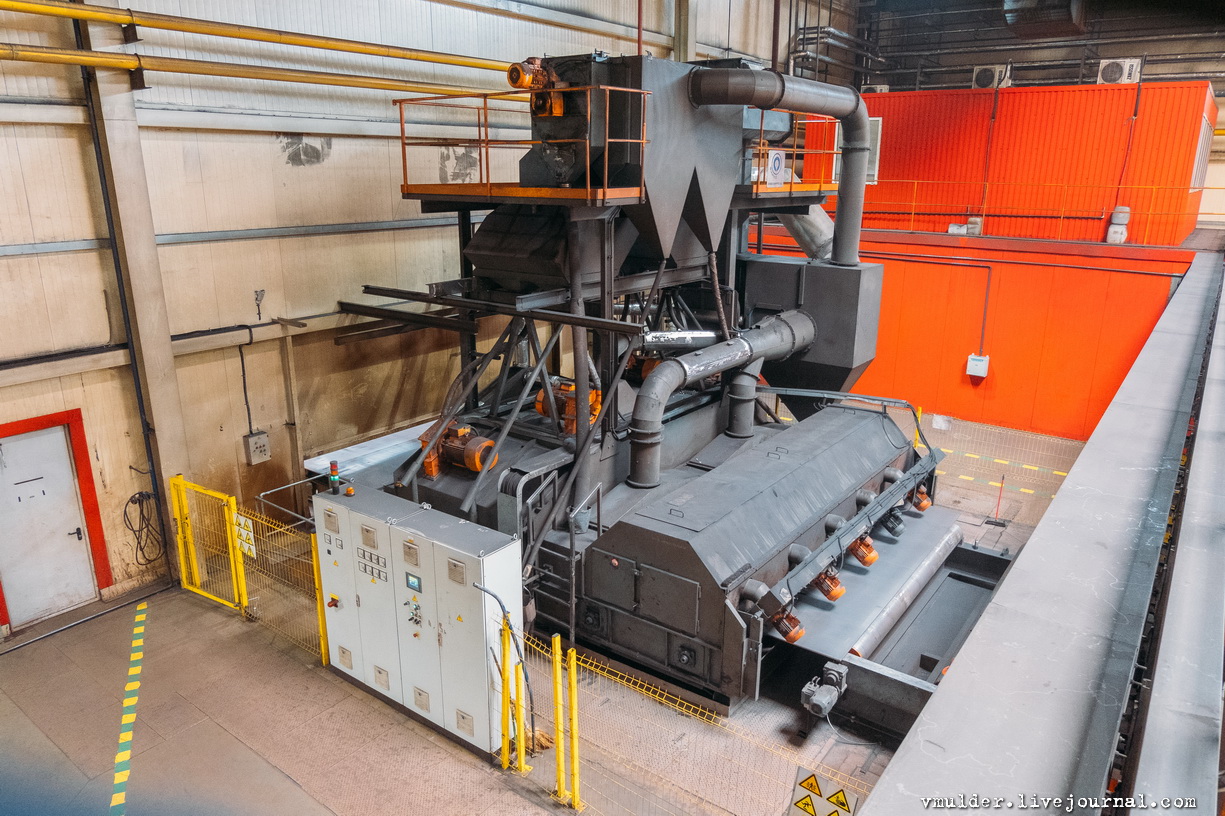
Фото 6.

Фото 7.
Вот на этой мощной гидравлической машине немецкой фирмы Haeusler происходит лист железа превращается в трубу.

Фото 8.

Фото 9.

Фото 10.

Фото 11.
Вот так выглядит этот процесс крупным планом. Лист стали проходит через 3 вальца в 3-4 прохода.
Машина позволяет делать трубы любого диаметра благодаря быстрой перенастройке.

Фото 12.
Вот так выглядит только что сформированная труба.

Фото 13.
Далее труба подготавливается к сварке на установке подгибки кромок.

Фото 14.
Перед окончательной внутренней и наружной сваркой вручную привариваются выводные планки на обоих концах трубы. Выводные планки позволяют стабилизироваться сварочному процессу перед сваркой трубы и при ее завершении. В этой же зоне может производится инспекция и, при необходимости, ремонт технологического шва.

Фото 15.
Процесс сварки. Установка соединительной сварки выполнена для непрерывной сварки корневого шва с наружной стороны трубы. На этом участке используется непрерывная сварка одной дугой в среде защитных газов. Составляющей частью этого процесса являются гидравлические прижимы, которые служат для закрытия зазора и выравнивания кромок по высоте.

Фото 16.
Внутренняя сварка.

Фото 17.
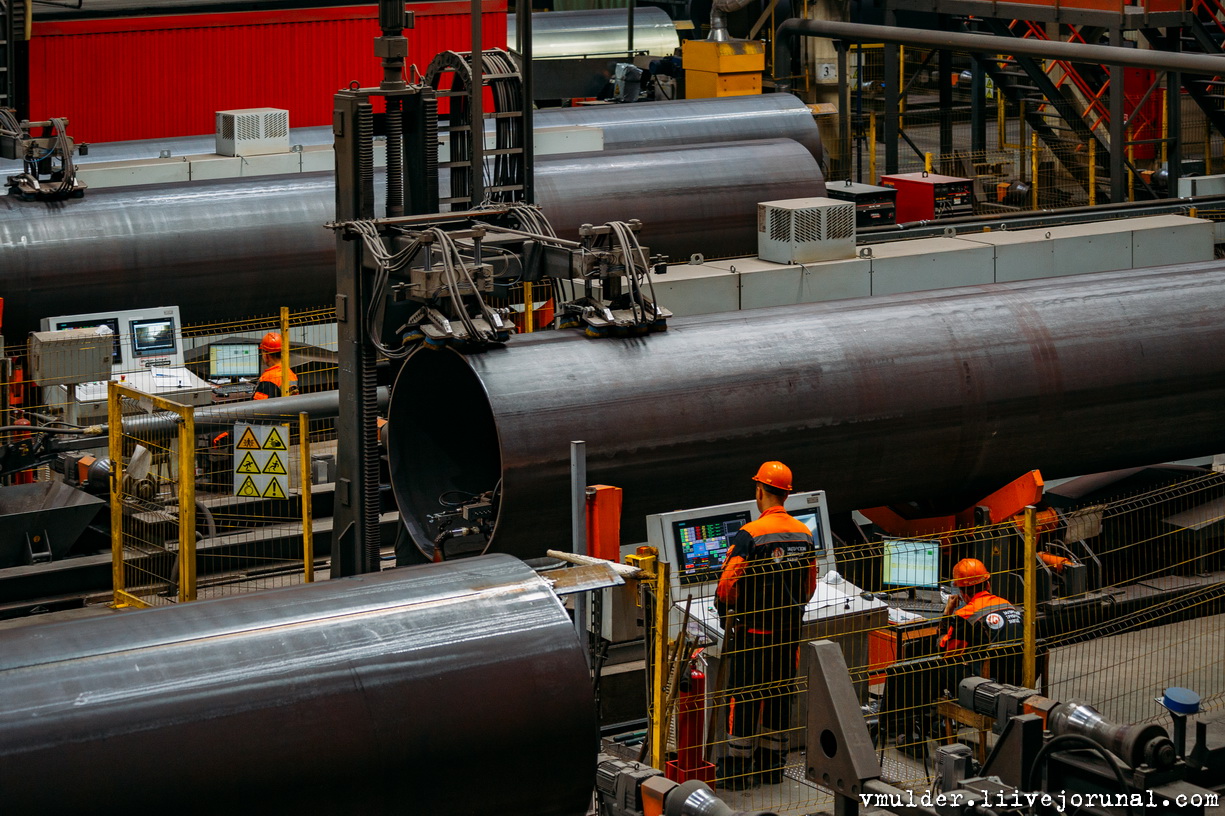
Фото 18.
В результате внутренней и внешней сварки достигается такая же прочность шва, как и прочность самой трубы.

Фото 19.
Далее с помощью болгарки удаляются выводные планки.

Фото 20.
Далее все трубы проверяются на наличие дефектов с помощью рентгена и ультразвука.

Фото 21.

Фото 22.

Фото 23.

Фото 24.
Гидропресс

Фото 25.
Трубы с дефектом, которые не подлежат ремонту, режутся на части и идут на изготовление выводных планок необходимых для сварки

Фото 26.
Этот робот наносит маркировку на каждую произведённую трубу, где указывается вес, диаметр и длина трубы.
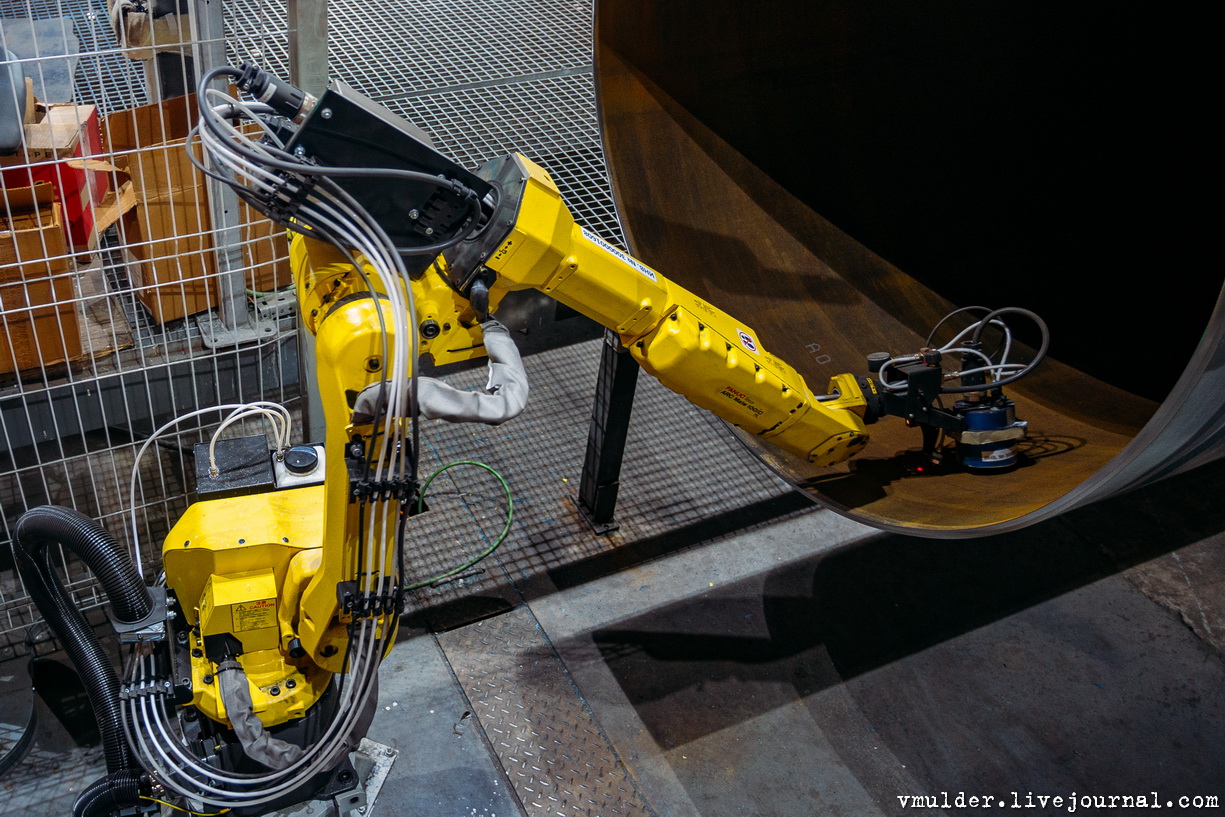
Фото 27.
Здесь находится производство труб с покрытием, которые поставляются для Газпрома. Загорский трубный завод (ЗТЗ) подписал с «Газпромом» контракт на поставку труб большого диаметра до 2020 г.

Фото 28.

Фото 29.
Фото 30.

Фото 31.

Фото 32.
Установка соединительной муфты.

Фото 33.
Все трубы проходят контроль качества.

Фото 34.

Фото 35.

Фото 36.

Фото 37.
Далее трубы с помощью вакуумного крана доставляются на склад и отгружаются на железнодорожный и автомобильный транспорт.

Фото 38.
Немного тепловозной эстетики.

Фото 39.

Фото 40.
А вот такую машину вижу впервые. Локомобиль. Она может ездить как по дороге, так и по рельсам.

Фото 41.
И даже перевозить на себе составы.

Фото 42.
Вот такая интересная выдалась поездка. До новых встреч.

Фото 43.
Фото 1.
Прежде чем начать, хочу сказать огромнейшее спасибо пресс-службе Загорского трубного завода за то, что дали вдоволь поснимать этот замечательный завод и мне не пришлось применять навыки клериков из Эквилибриума, дабы успеть всё отснять, заодно классно пообщался с людьми, а также камраду nordrodenза то, что дал мне свою дополнительную флешку на прокат)))))
Фото 2.
Итак, мы на складе. Вот из таких листов стали делаются трубы.
Фото 3.
С помощью вот этого мощного крана осуществляется транспортировка листов.
Вакуумная траверса
Фото 4
Магнитная траверса.
Фото 5.
Сперва лист очищается от ржавчины от ржавчины и грязи с помощью дробемётной машины и проходит фрезерную обработку
Фото 6.
Фото 7.
Вот на этой мощной гидравлической машине немецкой фирмы Haeusler происходит лист железа превращается в трубу.
Фото 8.
Фото 9.
Фото 10.
Фото 11.
Вот так выглядит этот процесс крупным планом. Лист стали проходит через 3 вальца в 3-4 прохода.
Машина позволяет делать трубы любого диаметра благодаря быстрой перенастройке.
Фото 12.
Вот так выглядит только что сформированная труба.
Фото 13.
Далее труба подготавливается к сварке на установке подгибки кромок.
Фото 14.
Перед окончательной внутренней и наружной сваркой вручную привариваются выводные планки на обоих концах трубы. Выводные планки позволяют стабилизироваться сварочному процессу перед сваркой трубы и при ее завершении. В этой же зоне может производится инспекция и, при необходимости, ремонт технологического шва.
Фото 15.
Процесс сварки. Установка соединительной сварки выполнена для непрерывной сварки корневого шва с наружной стороны трубы. На этом участке используется непрерывная сварка одной дугой в среде защитных газов. Составляющей частью этого процесса являются гидравлические прижимы, которые служат для закрытия зазора и выравнивания кромок по высоте.
Фото 16.
Внутренняя сварка.
Фото 17.
Фото 18.
В результате внутренней и внешней сварки достигается такая же прочность шва, как и прочность самой трубы.
Фото 19.
Далее с помощью болгарки удаляются выводные планки.
Фото 20.
Далее все трубы проверяются на наличие дефектов с помощью рентгена и ультразвука.
Фото 21.
Фото 22.
Фото 23.
Фото 24.
Гидропресс
Фото 25.
Трубы с дефектом, которые не подлежат ремонту, режутся на части и идут на изготовление выводных планок необходимых для сварки
Фото 26.
Этот робот наносит маркировку на каждую произведённую трубу, где указывается вес, диаметр и длина трубы.
Фото 27.
Здесь находится производство труб с покрытием, которые поставляются для Газпрома. Загорский трубный завод (ЗТЗ) подписал с «Газпромом» контракт на поставку труб большого диаметра до 2020 г.
Фото 28.
Фото 29.
Фото 30.
Фото 31.
Фото 32.
Установка соединительной муфты.
Фото 33.
Все трубы проходят контроль качества.
Фото 34.
Фото 35.
Фото 36.
Фото 37.
Далее трубы с помощью вакуумного крана доставляются на склад и отгружаются на железнодорожный и автомобильный транспорт.
Фото 38.
Немного тепловозной эстетики.
Фото 39.
Фото 40.
А вот такую машину вижу впервые. Локомобиль. Она может ездить как по дороге, так и по рельсам.
Фото 41.
И даже перевозить на себе составы.
Фото 42.
Вот такая интересная выдалась поездка. До новых встреч.
Фото 43.