Новолипецкий металлургический комбинат
Россия занимает первое место в мире по добыче и экспорту сырой нефти и природного газа. Но мало это сырье добыть - его надо доставить к месту хранения и переработки. И самым дешёвым способом транспортировки углеводородов является трубопроводный транспорт. Например, при доставке 1 тонны нефти по трубам трудовых затрат в 10 раз меньше, чем при транспортировке в цистернах по железным дорогам.
Более двухсот тысяч километров стальных ниток (протяжённость магистральных газопроводов составляет 162 тыс. км, а нефтепроводов - 70 тыс. км) пересекает нашу страну во всех возможных направлениях. Даже моря и проливы не являются препятствием для прокладки трубопроводов. По протяжённости магистральных трубопроводов Россия уверенно удерживает первое место, а диаметр используемых в России труб больше, чем в остальном мире. Например, диаметр труб магистрального газопровода превышает метр сорок. Есть даже термин для этого - «русский размер».
При столь важном значении трубопроводов Россия ещё каких-нибудь 10 лет назад не выпускала в необходимом объёме высококачественные трубы нужного диаметра, поэтому они закупались за рубежом. Но сейчас ситуация выглядит совершенно иначе. Благодаря усилиям, в первую очередь - многомиллиардным инвестициям отечественных металлургов в модернизацию и строительство новых заводов, большинство труб, например, для одного из основных потребителей - « Газпрома» производится в России.
Например, трубы большого диаметра используются на газопроводах «NORD STREAM», «Бованенково-Ухта», «Джубга-Лазаревское-Сочи», «Северо-Европейский Газопровод-2», «Южный коридор», «Ухта-Торжок» и другие. Также продукция отечественных трубников будет использована на строительстве газопровода «Южный поток».
Я весьма долго откладывал написание этого поста, так как объём материала, в который надо вникнуть, чтобы написать про металлургию, огромен. В итоге я посетил два предприятия, работающие в партнёрстве - Новолипецкий металлургический комбинат и Выксунский металлургический завод. Весь материал я разделил на две части. Сейчас мы посмотрим, как в Липецке делают слябы, а чуть позже увидим, как сляб превращается в трубу «русского размера».
Новолипецкий металлургический комбинат - город в городе. Поэтому его размеры соответствующие. Площадь 28 квадратных километров, а длина периметра забора - 38 километров. Протяжённость автомобильных и железнодорожных путей - 620 и 510 соответственно.
Комбинат расположен в 350 км от Курской магнитной аномалии - главного поставщика сырья для предприятия.
На долю этого комбината приходится 17% стали в нашей стране, что обеспечивает ему третье место.
История липецкой металлургии начинается в 1692-1693 годах, когда на месте нынешнего села Боринское был сооружён чугуноплавильный вододействующий завод. С 1696 года его продукция стала поставляться на Воронежские верфи, которые основал Петр I для строительства флота.
Затем близ села Липского запылали первые домны - Верхне-Липецкого завода.
25 февраля 1931 года Совет народных комиссаров СССР принял постановление о строительстве в Липецке завода литейного чугуна производительностью 350 тыс. тонн в год на местных рудах. В марте этого же года начались подготовительные работы, а 25 июля приступили к монтажу фундаментов доменных печей. В мае 1932-го начался монтаж первой домны. Первый чугун получили 7 ноября 1934 года.
Первое время (до 1963 года) завод пользовался местной железной рудой, которая добывалась в Северном, Сырском и Донском рудниках. Через реку Воронеж была перекинута канатная дорога: в Сырском существовал перегрузочный узел, где из железнодорожных вагонов руда перегружалась в вагонетки канатной дороги и подавалась непосредственно к доменным печам комбината. В 1964 году все рудники были закрыты (после начала добычи на Курской магнитной аномалии), а позже их шахты засыпали.

1. Доменная печь № 7 «Россиянка» - первый такой проект в России за последние 25 лет. Она была введена в строй в августе 2011 года. Ее проектная мощность - 3,4 миллиона тонн чугуна в год.

2. Доменная печь - большая, вертикально расположенная плавильная печь шахтного типа для выплавки чугуна из железорудного сырья. Важнейшей особенностью доменного процесса является его непрерывность в течение всей кампании печи (от строительства печи до её «капитального» ремонта может пройти несколько десятков лет). Внутри печи происходит противоток поднимающихся вверх фурменных газов и взаимодействие с непрерывно опускающимся столбом материалов, который постоянно пополняется сверху новыми порциями шихты.

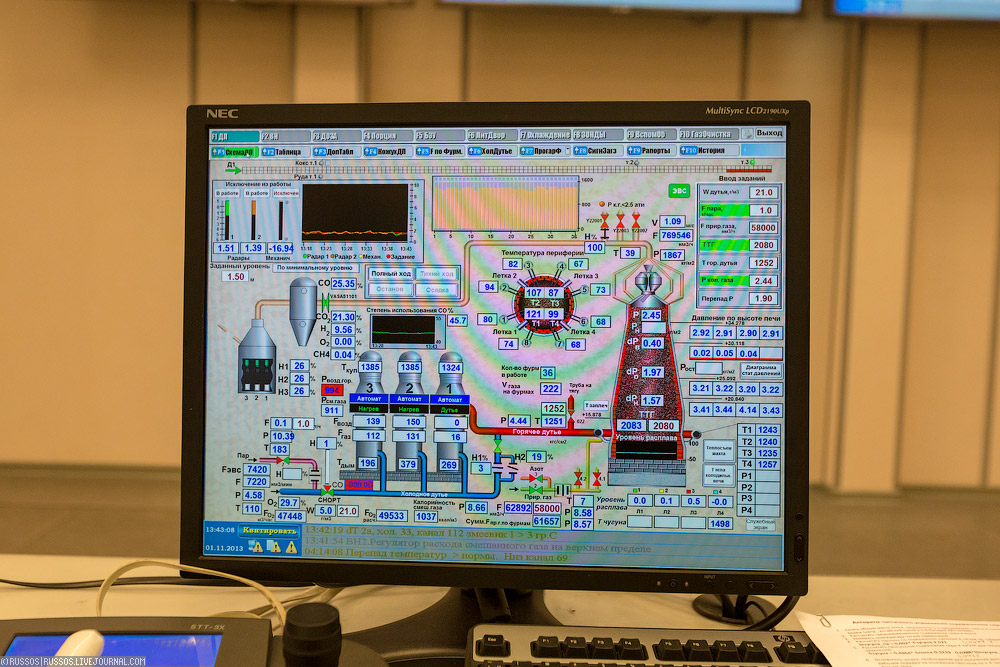
3. Центральный пульт управления печью. На монитор выводятся все технологические параметры в режиме реального времени. Основная продукция - чугун. Сопутствующие продукты доменной плавки: доменный шлак (используется в строительной отрасли) и доменный газ, который направляется на свою тепловую станцию в качестве топлива для дальнейшей выработки электроэнергии.
4. На выходе доменной печи получается расплавленный чугун температурой 1500 градусов по Цельсию.

5. Специальные ковши заполняются чугуном, и тепловоз отвозит состав с ними в конверторный цех.

6. Конверторное производство - получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава.

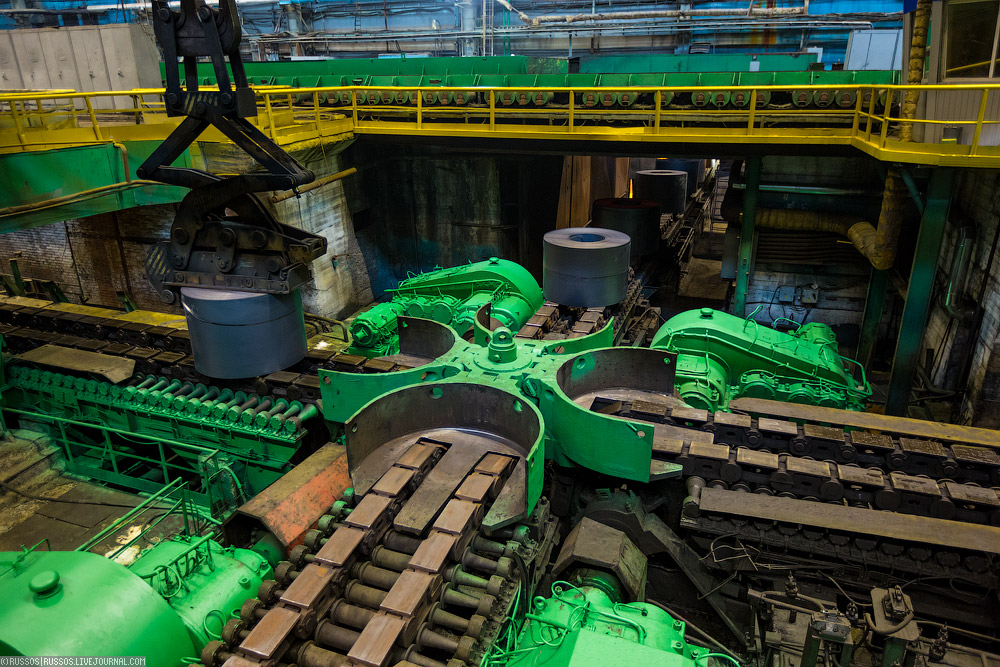
7. Состав с маленькими ковшами приезжает в конверторный цех. Там каждый ковш поднимают наверх и переливают в ковш большого объема.

8. Ковш с чугуном (а там около 300 тонн) опускают в установку десульфурации чугуна для удаления серы.

9. Конверторный цех - это огромное помещение с кранами, ковшами, ж/д путями и различным оборудованием. На комбинате два таких цеха. В одном установлены три конвертора ёмкостью около 160 тонн, а в другом - тоже три, но ёмкостью уже около 300 т.

10. Внутрицеховые ковши для чугуна. Обратите внимание на две колеи железных дорог.

11. Ковши перевозятся на специальной ж/д платформе очень широкой колеи. Между тепловозом и платформой находится защитная платформа для машиниста и тепловоза. Она позволяет держать жидкий металл подальше от кабины.

12. Сталевар в момент замера температуры (около 1700 градусов по Цельсию) стали в конвертере и отбора пробы. Эти две операции происходят одновременно. Насадка на щуп с датчиком одноразовая.

13. Конвертор подвешен на оси и может наклоняться в обе стороны. На фото - момент слива шлака в специальную шлаковую чашу на уровне ниже. Так конвертор подготавливают к приёмке новой порции чугуна.

14. Металлолом добавляют в конвертор для регулирования теплового баланса плавки.

15. Завалка металлолома в конвертор.

16. Заливка чугуна.

17. Ковш сам по себе расплавленного металла не удержит, он тоже расплавится. Чтобы этого не произошло, изнутри он обкладывается огнеупорным материалом. Обычно его хватает на месяц, после чего материал надо отбить, а ковш - проверить и уложить внутри новый защитный слой материала.

18. На первом плане сталевоз с жидкой сталью. Ковш краном будет передан на установку доводки металла (на заднем плане фото), затем - на установку непрерывной разливки стали.

19. Ковш снова подняли.

20. Установка доводки металла в работе. Здесь происходит окончательное формирование химического состава.

21. Установка Печь-Ковш. Повышение качества стали путем удаления серы, неметаллических включений и нагрев металла при необходимости.

22. Добавки для ковша - бобины с различной металлической проволокой, внутри которой различные наполнители - в зависимости от того, какой химический элемент надо добавить (алюминий, графит и др.).

23. По этой трубе жидкая сталь из ковша перетекает в кристаллизатор, где перейдёт из жидкого состояния в твёрдое.

24. Металл из ковша (на специальном стенде их находится два: один в работе, второй готов подхватить процесс) попадает в промежуточный ковш - продолговатую ванну.

25. Слив остатков шлака из ковша.

26. Далее металл двумя ручьями перетекает через клисталлизаторы и превращается уже в почти сляб.

27. Остается его порезать и отправить на склад слябов для маркировки и отправки либо потребителю , либо на стан горячей прокатки. Что происходит со слябом в Выксе - мы узнаем в отдельном материале, а сейчас давайте посмотрим на горячекатаный прокат.

28. Далее часть слябов поступает на различные предприятия, а часть - на свой прокатный стан-2000. Цифра «2000» - это ширина прокатных валков этого стана в миллиметрах. Максимальная ширина обрабатываемого металла - 1850 мм.

29. Горячая прокатка начинается с предварительного разогрева слябов в методических нагревательных печах стана до температуры 1150-1250°С в течение 3-4 часов. Печи отапливаются смешанным природно-доменным газом. Затем разогретые слябы выдаются на рольганг стана и транспортируются к черновой группе клетей.

30. Разогретая заготовка (сляб) обжимается в прокатных клетях стана (5 штук черновых клетей и 7 штук чистовых клетей). После каждой клети толщина заготовки уменьшается. Изначально сляб имеет толщину 250 мм. На фото крупно показан процесс обжатия в одной из черновых клетей. Видно, что толщина заготовки ещё очень большая (около 100 мм).

31. Для удаления окалины в линии стана установлены специальные приспособления (гидросбивы), которые струёй воды (давлением 12,0-16,0 МПа) очищают поверхность металла, в результате получается такой паровой гриб.

32. Эта прекрасная девушка управляет одним из участков прокатного стана.

33. Чистовые клети. Здесь производят прокатку полосы на конечную толщину.

34. Прокатный валок.

35. Результат работы стана - горячекатаные рулоны. Один сляб - один рулон. Сляб в ходе горячей прокатки значительно уменьшается в толщине с 250 мм до 2-4 мм (минимальная толщина - 1,45 мм). То есть, более в чем 100 раз! А также значительно удлиняется. Если в начале он имеет длину около 10 м, то на выходе рулон, полученный из него, в длину уже может быть более 1 км.

36. Поворотный стол конвейера горячекатаных рулонов. Направляет их либо на порезку и отгрузку, либо по подземному конвейеру в следующий цех для дальнейшей обработки на участок холодного проката.
37. Агрегат непрерывного горячего цинкования. Часть металла направляется в линию оцинкования. После этого металл становится более коррозионностойким.

38. Оцинкованный прокат используется в первую очередь в строительной индустрии, производстве бытовой техники, автомобильной промышленности.

39. Готовые к отгрузке рулоны (уже упакованные) с полимерным покрытием различных цветов по желанию заказчика внутри (сверху видно белые полоски металла - они кладутся поверх упаковки для удобства при разгрузке и складировании у получателя - белые к белым, синие к синим и т.д.).

40. Но самое интересное происходит со слябами, которые уезжают в Выксу. Там из них делают различные трубы. Об этом будет мой следующий репортаж.

41. В 2009 году комбинат прекратил слив сточных вод в реку Воронеж. Система водоснабжения стала полностью замкнутой. Требуется только доливка воды для компенсации производственных потерь.

Ещё на комбинате очень трепетно относятся к технике безопасности. На мой взгляд, такие плакаты гораздо лучше стандартных. Но ещё лучше плакаты с реальными фотографиями последствий нарушений ТБ.
Огромное спасибо пресс-службе Новолипецкого металлургического предприятия за помощь в подготовке материала.
Более двухсот тысяч километров стальных ниток (протяжённость магистральных газопроводов составляет 162 тыс. км, а нефтепроводов - 70 тыс. км) пересекает нашу страну во всех возможных направлениях. Даже моря и проливы не являются препятствием для прокладки трубопроводов. По протяжённости магистральных трубопроводов Россия уверенно удерживает первое место, а диаметр используемых в России труб больше, чем в остальном мире. Например, диаметр труб магистрального газопровода превышает метр сорок. Есть даже термин для этого - «русский размер».
При столь важном значении трубопроводов Россия ещё каких-нибудь 10 лет назад не выпускала в необходимом объёме высококачественные трубы нужного диаметра, поэтому они закупались за рубежом. Но сейчас ситуация выглядит совершенно иначе. Благодаря усилиям, в первую очередь - многомиллиардным инвестициям отечественных металлургов в модернизацию и строительство новых заводов, большинство труб, например, для одного из основных потребителей - « Газпрома» производится в России.
Например, трубы большого диаметра используются на газопроводах «NORD STREAM», «Бованенково-Ухта», «Джубга-Лазаревское-Сочи», «Северо-Европейский Газопровод-2», «Южный коридор», «Ухта-Торжок» и другие. Также продукция отечественных трубников будет использована на строительстве газопровода «Южный поток».
Я весьма долго откладывал написание этого поста, так как объём материала, в который надо вникнуть, чтобы написать про металлургию, огромен. В итоге я посетил два предприятия, работающие в партнёрстве - Новолипецкий металлургический комбинат и Выксунский металлургический завод. Весь материал я разделил на две части. Сейчас мы посмотрим, как в Липецке делают слябы, а чуть позже увидим, как сляб превращается в трубу «русского размера».
Новолипецкий металлургический комбинат - город в городе. Поэтому его размеры соответствующие. Площадь 28 квадратных километров, а длина периметра забора - 38 километров. Протяжённость автомобильных и железнодорожных путей - 620 и 510 соответственно.
Комбинат расположен в 350 км от Курской магнитной аномалии - главного поставщика сырья для предприятия.
На долю этого комбината приходится 17% стали в нашей стране, что обеспечивает ему третье место.
История липецкой металлургии начинается в 1692-1693 годах, когда на месте нынешнего села Боринское был сооружён чугуноплавильный вододействующий завод. С 1696 года его продукция стала поставляться на Воронежские верфи, которые основал Петр I для строительства флота.
Затем близ села Липского запылали первые домны - Верхне-Липецкого завода.
25 февраля 1931 года Совет народных комиссаров СССР принял постановление о строительстве в Липецке завода литейного чугуна производительностью 350 тыс. тонн в год на местных рудах. В марте этого же года начались подготовительные работы, а 25 июля приступили к монтажу фундаментов доменных печей. В мае 1932-го начался монтаж первой домны. Первый чугун получили 7 ноября 1934 года.
Первое время (до 1963 года) завод пользовался местной железной рудой, которая добывалась в Северном, Сырском и Донском рудниках. Через реку Воронеж была перекинута канатная дорога: в Сырском существовал перегрузочный узел, где из железнодорожных вагонов руда перегружалась в вагонетки канатной дороги и подавалась непосредственно к доменным печам комбината. В 1964 году все рудники были закрыты (после начала добычи на Курской магнитной аномалии), а позже их шахты засыпали.
1. Доменная печь № 7 «Россиянка» - первый такой проект в России за последние 25 лет. Она была введена в строй в августе 2011 года. Ее проектная мощность - 3,4 миллиона тонн чугуна в год.
2. Доменная печь - большая, вертикально расположенная плавильная печь шахтного типа для выплавки чугуна из железорудного сырья. Важнейшей особенностью доменного процесса является его непрерывность в течение всей кампании печи (от строительства печи до её «капитального» ремонта может пройти несколько десятков лет). Внутри печи происходит противоток поднимающихся вверх фурменных газов и взаимодействие с непрерывно опускающимся столбом материалов, который постоянно пополняется сверху новыми порциями шихты.
3. Центральный пульт управления печью. На монитор выводятся все технологические параметры в режиме реального времени. Основная продукция - чугун. Сопутствующие продукты доменной плавки: доменный шлак (используется в строительной отрасли) и доменный газ, который направляется на свою тепловую станцию в качестве топлива для дальнейшей выработки электроэнергии.
4. На выходе доменной печи получается расплавленный чугун температурой 1500 градусов по Цельсию.
5. Специальные ковши заполняются чугуном, и тепловоз отвозит состав с ними в конверторный цех.
6. Конверторное производство - получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава.
7. Состав с маленькими ковшами приезжает в конверторный цех. Там каждый ковш поднимают наверх и переливают в ковш большого объема.
8. Ковш с чугуном (а там около 300 тонн) опускают в установку десульфурации чугуна для удаления серы.
9. Конверторный цех - это огромное помещение с кранами, ковшами, ж/д путями и различным оборудованием. На комбинате два таких цеха. В одном установлены три конвертора ёмкостью около 160 тонн, а в другом - тоже три, но ёмкостью уже около 300 т.
10. Внутрицеховые ковши для чугуна. Обратите внимание на две колеи железных дорог.
11. Ковши перевозятся на специальной ж/д платформе очень широкой колеи. Между тепловозом и платформой находится защитная платформа для машиниста и тепловоза. Она позволяет держать жидкий металл подальше от кабины.
12. Сталевар в момент замера температуры (около 1700 градусов по Цельсию) стали в конвертере и отбора пробы. Эти две операции происходят одновременно. Насадка на щуп с датчиком одноразовая.
13. Конвертор подвешен на оси и может наклоняться в обе стороны. На фото - момент слива шлака в специальную шлаковую чашу на уровне ниже. Так конвертор подготавливают к приёмке новой порции чугуна.
14. Металлолом добавляют в конвертор для регулирования теплового баланса плавки.
15. Завалка металлолома в конвертор.
16. Заливка чугуна.
17. Ковш сам по себе расплавленного металла не удержит, он тоже расплавится. Чтобы этого не произошло, изнутри он обкладывается огнеупорным материалом. Обычно его хватает на месяц, после чего материал надо отбить, а ковш - проверить и уложить внутри новый защитный слой материала.
18. На первом плане сталевоз с жидкой сталью. Ковш краном будет передан на установку доводки металла (на заднем плане фото), затем - на установку непрерывной разливки стали.
19. Ковш снова подняли.
20. Установка доводки металла в работе. Здесь происходит окончательное формирование химического состава.
21. Установка Печь-Ковш. Повышение качества стали путем удаления серы, неметаллических включений и нагрев металла при необходимости.
22. Добавки для ковша - бобины с различной металлической проволокой, внутри которой различные наполнители - в зависимости от того, какой химический элемент надо добавить (алюминий, графит и др.).
23. По этой трубе жидкая сталь из ковша перетекает в кристаллизатор, где перейдёт из жидкого состояния в твёрдое.
24. Металл из ковша (на специальном стенде их находится два: один в работе, второй готов подхватить процесс) попадает в промежуточный ковш - продолговатую ванну.
25. Слив остатков шлака из ковша.
26. Далее металл двумя ручьями перетекает через клисталлизаторы и превращается уже в почти сляб.
27. Остается его порезать и отправить на склад слябов для маркировки и отправки либо потребителю , либо на стан горячей прокатки. Что происходит со слябом в Выксе - мы узнаем в отдельном материале, а сейчас давайте посмотрим на горячекатаный прокат.
28. Далее часть слябов поступает на различные предприятия, а часть - на свой прокатный стан-2000. Цифра «2000» - это ширина прокатных валков этого стана в миллиметрах. Максимальная ширина обрабатываемого металла - 1850 мм.
29. Горячая прокатка начинается с предварительного разогрева слябов в методических нагревательных печах стана до температуры 1150-1250°С в течение 3-4 часов. Печи отапливаются смешанным природно-доменным газом. Затем разогретые слябы выдаются на рольганг стана и транспортируются к черновой группе клетей.
30. Разогретая заготовка (сляб) обжимается в прокатных клетях стана (5 штук черновых клетей и 7 штук чистовых клетей). После каждой клети толщина заготовки уменьшается. Изначально сляб имеет толщину 250 мм. На фото крупно показан процесс обжатия в одной из черновых клетей. Видно, что толщина заготовки ещё очень большая (около 100 мм).
31. Для удаления окалины в линии стана установлены специальные приспособления (гидросбивы), которые струёй воды (давлением 12,0-16,0 МПа) очищают поверхность металла, в результате получается такой паровой гриб.
32. Эта прекрасная девушка управляет одним из участков прокатного стана.
33. Чистовые клети. Здесь производят прокатку полосы на конечную толщину.
34. Прокатный валок.
35. Результат работы стана - горячекатаные рулоны. Один сляб - один рулон. Сляб в ходе горячей прокатки значительно уменьшается в толщине с 250 мм до 2-4 мм (минимальная толщина - 1,45 мм). То есть, более в чем 100 раз! А также значительно удлиняется. Если в начале он имеет длину около 10 м, то на выходе рулон, полученный из него, в длину уже может быть более 1 км.
36. Поворотный стол конвейера горячекатаных рулонов. Направляет их либо на порезку и отгрузку, либо по подземному конвейеру в следующий цех для дальнейшей обработки на участок холодного проката.
37. Агрегат непрерывного горячего цинкования. Часть металла направляется в линию оцинкования. После этого металл становится более коррозионностойким.
38. Оцинкованный прокат используется в первую очередь в строительной индустрии, производстве бытовой техники, автомобильной промышленности.
39. Готовые к отгрузке рулоны (уже упакованные) с полимерным покрытием различных цветов по желанию заказчика внутри (сверху видно белые полоски металла - они кладутся поверх упаковки для удобства при разгрузке и складировании у получателя - белые к белым, синие к синим и т.д.).
40. Но самое интересное происходит со слябами, которые уезжают в Выксу. Там из них делают различные трубы. Об этом будет мой следующий репортаж.
41. В 2009 году комбинат прекратил слив сточных вод в реку Воронеж. Система водоснабжения стала полностью замкнутой. Требуется только доливка воды для компенсации производственных потерь.
Ещё на комбинате очень трепетно относятся к технике безопасности. На мой взгляд, такие плакаты гораздо лучше стандартных. Но ещё лучше плакаты с реальными фотографиями последствий нарушений ТБ.
Огромное спасибо пресс-службе Новолипецкого металлургического предприятия за помощь в подготовке материала.