Казанский вертолетный завод (фоторепортаж)
Originally posted by zzaharr.livejournal.com. at Казанский вертолетный завод (фоторепортаж)
Осенний марафон: Казань винтокрылая
Автор: AIRVIEW
01. Казанский вертолетный завод, входящий в холдинг «Вертолеты России», сейчас находится в городской черте. Наверное, 70 лет назад, когда приказом Наркомата авиапрома был создан Ленинградский авиационный завод №387, позже эвакуированный в Казань и слившийся с Заводом обозных деталей №169, здесь была дремучая окраина. Возможно, даже и дремучий лес. Но сейчас жилые кварталы подбираются все ближе.
Здесь строили бипланы По-2, здесь был собран каждый десятый боевой самолет, выпущенный авиационной промышленностью СССР за годы Великой Отечественной войны.
А первый вертолет Ми-1 вышел из цехов КВЗ более 60 лет назад - в 1961 году. Первый из более чем двенадцати тысяч...
02. Прогулка по цехам,которой я так ждал, не получилась. Получилось настоящее погружениев завораживающий мир технологий, невероятный по своейкрасоте.
Вьётся металлическая стружка... Наверное, примерно так фанатыфлористики, сидя в теплице, наблюдают, как распускается редкийцветок. Жужжат пчелы.Гудят станки... Да что там гудят!Эти станки еще и ездят по рельсам!
- Реорганизация вертолётного завода задумывалась нами в конце 90-x.Какие основные задачи тогда стояли и какие проблемы необходимо былорешить?
Обновление устаревшего парка станков. Дляподдержания существовавшего тогда производства в рабочем состояниисредства требовались колоссальные.
Персонал. На начало века системапрофессионального технического образования оказалась разрушенной.Было полно бухгалтеров, менеджеров и юристов, но попробуй найтиквалифицированных токарей и фрезеровщиков...
Упало количество заказов от внутреннихпотребителей нашей продукции. В лихие 90-е года завод выжил за счётпродажи вертолётов на экспорт.
Таким был наш бэкграунд на момент начала реорганизации. Не былолюдей и была масса устаревшего оборудования. В это сложно поверить,но по персоналу в численном отношении после прохождения нижнейточки мы почти не выросли. Сейчас на заводе работает около 7.000человек. При этом на данный момент вы выпускаем не 30, а около 110вертолётов в год. Такое стало возможно исключительно благодаряосуществлению первого этапа реорганизации механо-обрабатывающегопроизводства.
Данный станок обладает роботизированной «рукой». Оператор простонаблюдает за процессом. Основная задача при оптимизации - с одногоквадратного метра снять как можно больше продукции, уменьшая времяпроизводства одной детали и, соответственно, увеличивая количествовыпускаемых деталей. Вот эта деталь раньше изготавливалась за18 часов. Сейчас мы затрачиваем уже 12 часов. Она идёт на автоматперекоса нового вертолёта «Ансат». Достаточно сложна, стоитзаметить. Ранее очень большой процент составлял брак. Почему?Частично изготовление происходило на одном станке, затемзадействовался другой. Сейчас вся токарная часть, фрезеровка,сверловка осуществляются в рамках одного цикла. И таких деталейочень много. В среднем после внедрения нового оборудованияпроизводительность труда выросла в 4 раза.
У каждого рабочего три комплекта спецодежды. Один используется,один - чистый - висит в шкафчике, и ещё один находится в стирке,после которой чистым он возвращается в шкафчик хозяина. Какиеусилия для поддержания чистоты своей спецодежды должен приложить еёобладатель? Он должен не забывать своевременно класть грязныйкомплект в специальную урну. Всё!Прямо в цеху размещена службаглавного технолога. Ранее технологи находились где-то в дальнихкорпусах и мы зачастую лишь знали, что они в принципе есть... Вслучае возникновения каких-то вопросов нужно было звонить и ждатьприбытия специалистов. Теперь они рядом. Здесь же находится отделмеханической обработки, отдел написания программ. Все программы мыпишем сами. Следующим в экскурсионной программе стал цех №43.Цех фрезерного направления. 3- и 5-координатные фрезерные станкиобрабатывают, к примеру, такие заготовки.
Таких линий всего 4 в России. Мы сейчас работаем над тем, чтобыданная линия работала полностью в автоматическом режиме. Есть рядорганизационных вопросов, которые мы решаем для достижения этойцели.
В дальнейшем производится оценка состояния инструмента, и часть егопосле переточки идёт в другие виды производства. Почему нельзяиспользовать его здесь? После переточки инструмент меняет свойстваи мы пришли к выводу, что нам проще использовать новый инструмент,чем вносить изменения в программное обеспечение, что требуется прииспользовании инструмента с продлённым ресурсом.
Когда происходит расход инструмента, автоматически формируетсяфайл, который уходит в отдел снабжения и на фирму-производителя. Впрограмме прописан неснижаемый остаток и отдел снабжения вовремязакупает новый инструмент.
Каждые 28 секунд выпадает вот такой брикет из дюралевой стружки икаждые 32 секунды брикет из стальной стружки. Стоимость брикета нарынке примерно в 5 раз больше, чем непрессованной стружки такой жемассы. Таким образом, мы экономим и на транспортных расходах - невывозим с завода «воздух», и больше зарабатываем. Эти брикеты идутна переплавку и используются в других видахпромышленности.
На Казанском Вертолётном заводе производят винтокрылые машины какгражданского, так и военного назначения. Заказчик обладаетвозможностью в буквальном смысле этого слова «собрать» свойвертолёт, выбрав из обширного перечня опций те, которые емудействительно необходимы.
Конечно, очень удобно, когда рабочее место экипажа представляет изсебя ультрасовременный «стеклянный» кокпит. Но, зачастую, кабина с«будильниками» (классическими стрелочными приборами) выглядитпредпочтительнее. Особенно в случаях, когда техника эксплуатируетсяв экстремальных условиях: жара или, наоборот, крайнийСевер.
«Цифровая кабина» имеет в своём активе встроенный контроль.Зачастую при некорректной работе, повреждении или отказе какой-либосистемы вылет становится просто невозможен. А ведь бывают случаи(особенно это касается военной техники), когда нужно взлететь вочто бы то ни стало. « Цифровая кабина» также требует больше временина подготовку к вылету. Обычно это не менее 10 минут(раскручиваются гироскопы, и так далее). «Аналоговая» кабинапозволяет поднять машину в воздух в 5 раз быстрее.
У каждого из вариантов оснащения есть как преимущества, так инедостатки. Поэтому выбор делается исходя из тех целей, которыйбудут ставиться перед экипажем и условий, в которых будетосуществляться эксплуатация вертолёта.
Эти лопасти устанавливаются на вертолёты Ми-17 (5 штук) и Ми-38 (6штук). Применение копозитной лопасти на Ми-17 даёт приростподъёмной силы на 500 кг. Современный аэродинамический профильлопасти позволяет существенно улучшить характеристики вертолёта.Авот вес металлической и композитной лопастей практически неотличается друг от друга. Дело в том, что лопасти не должны бытьслишком лёгкими. Весовые характеристики должны соответствоватьоптимальным величинам, рассчитанным конструкторами. Слишком лёгкаялопасть не сможет встать на режим авторотации. А вот ресурскомпозитной лопасти практически в 2,5 раза выше, чем уметаллической.
Это Казанский вертолетный завод. Место, где историческое прошлоесливается с настоящим и плавно перетекает в будущее. Место, гдерусло течения времени причудливо извивается, открывая взоруромантические пейзажи, ставшие эталонами авиационнойэстетики...
Осенний марафон: Казань винтокрылая
Автор: AIRVIEW

01. Казанский вертолетный завод, входящий в холдинг «Вертолеты России», сейчас находится в городской черте. Наверное, 70 лет назад, когда приказом Наркомата авиапрома был создан Ленинградский авиационный завод №387, позже эвакуированный в Казань и слившийся с Заводом обозных деталей №169, здесь была дремучая окраина. Возможно, даже и дремучий лес. Но сейчас жилые кварталы подбираются все ближе.
Здесь строили бипланы По-2, здесь был собран каждый десятый боевой самолет, выпущенный авиационной промышленностью СССР за годы Великой Отечественной войны.
А первый вертолет Ми-1 вышел из цехов КВЗ более 60 лет назад - в 1961 году. Первый из более чем двенадцати тысяч...
-

- 2013.10.11_UWKW-363

02. Прогулка по цехам,которой я так ждал, не получилась. Получилось настоящее погружениев завораживающий мир технологий, невероятный по своейкрасоте.
Вьётся металлическая стружка... Наверное, примерно так фанатыфлористики, сидя в теплице, наблюдают, как распускается редкийцветок. Жужжат пчелы.Гудят станки... Да что там гудят!Эти станки еще и ездят по рельсам!
-

- 2013.10.11_UWKW-001

-

- 2013.10.11_UWKW-015

- Реорганизация вертолётного завода задумывалась нами в конце 90-x.Какие основные задачи тогда стояли и какие проблемы необходимо былорешить?
Обновление устаревшего парка станков. Дляподдержания существовавшего тогда производства в рабочем состояниисредства требовались колоссальные.
Персонал. На начало века системапрофессионального технического образования оказалась разрушенной.Было полно бухгалтеров, менеджеров и юристов, но попробуй найтиквалифицированных токарей и фрезеровщиков...
Упало количество заказов от внутреннихпотребителей нашей продукции. В лихие 90-е года завод выжил за счётпродажи вертолётов на экспорт.
-

- 2013.10.11_UWKW-016

Таким был наш бэкграунд на момент начала реорганизации. Не былолюдей и была масса устаревшего оборудования. В это сложно поверить,но по персоналу в численном отношении после прохождения нижнейточки мы почти не выросли. Сейчас на заводе работает около 7.000человек. При этом на данный момент вы выпускаем не 30, а около 110вертолётов в год. Такое стало возможно исключительно благодаряосуществлению первого этапа реорганизации механо-обрабатывающегопроизводства.
-

- 2013.10.11_UWKW-101

-

- 2013.10.11_UWKW-038

-

- 2013.10.11_UWKW-037

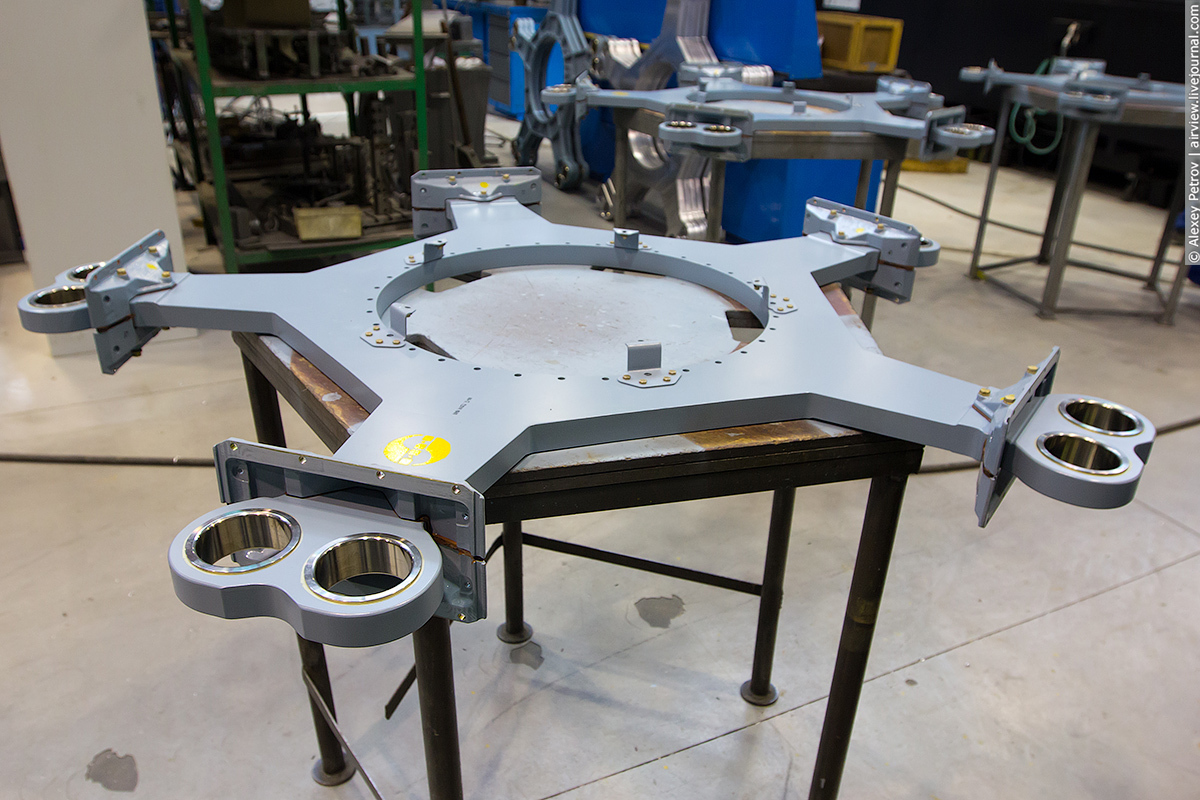
Данный станок обладает роботизированной «рукой». Оператор простонаблюдает за процессом. Основная задача при оптимизации - с одногоквадратного метра снять как можно больше продукции, уменьшая времяпроизводства одной детали и, соответственно, увеличивая количествовыпускаемых деталей. Вот эта деталь раньше изготавливалась за18 часов. Сейчас мы затрачиваем уже 12 часов. Она идёт на автоматперекоса нового вертолёта «Ансат». Достаточно сложна, стоитзаметить. Ранее очень большой процент составлял брак. Почему?Частично изготовление происходило на одном станке, затемзадействовался другой. Сейчас вся токарная часть, фрезеровка,сверловка осуществляются в рамках одного цикла. И таких деталейочень много. В среднем после внедрения нового оборудованияпроизводительность труда выросла в 4 раза.
-

- 2013.10.11_UWKW-022

-

- 2013.10.11_UWKW-035

-

- 2013.10.11_UWKW-088

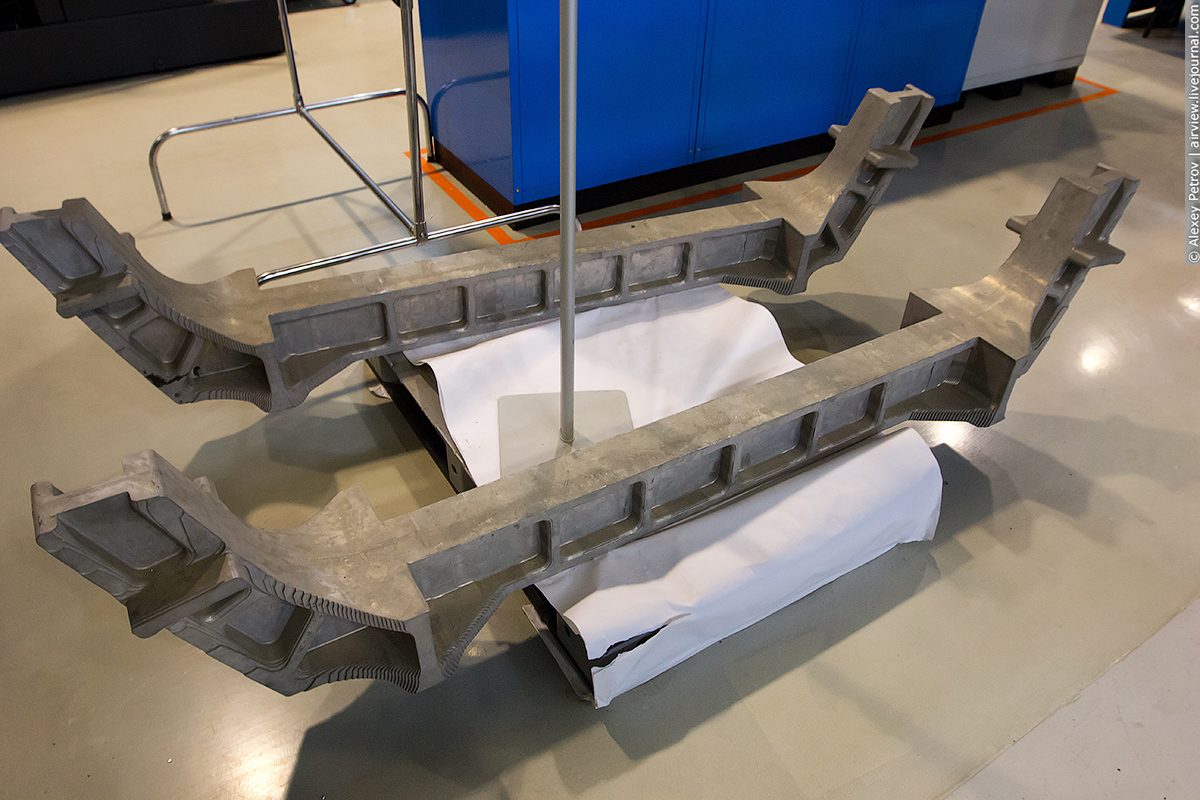
У каждого рабочего три комплекта спецодежды. Один используется,один - чистый - висит в шкафчике, и ещё один находится в стирке,после которой чистым он возвращается в шкафчик хозяина. Какиеусилия для поддержания чистоты своей спецодежды должен приложить еёобладатель? Он должен не забывать своевременно класть грязныйкомплект в специальную урну. Всё!Прямо в цеху размещена службаглавного технолога. Ранее технологи находились где-то в дальнихкорпусах и мы зачастую лишь знали, что они в принципе есть... Вслучае возникновения каких-то вопросов нужно было звонить и ждатьприбытия специалистов. Теперь они рядом. Здесь же находится отделмеханической обработки, отдел написания программ. Все программы мыпишем сами. Следующим в экскурсионной программе стал цех №43.Цех фрезерного направления. 3- и 5-координатные фрезерные станкиобрабатывают, к примеру, такие заготовки.
-

- 2013.10.11_UWKW-048

-

- 2013.10.11_UWKW-046

-

- 2013.10.11_UWKW-050

-

- 2013.10.11_UWKW-051
Таких линий всего 4 в России. Мы сейчас работаем над тем, чтобыданная линия работала полностью в автоматическом режиме. Есть рядорганизационных вопросов, которые мы решаем для достижения этойцели.
-

- 2013.10.11_UWKW-062

-

- 2013.10.11_UWKW-059

В дальнейшем производится оценка состояния инструмента, и часть егопосле переточки идёт в другие виды производства. Почему нельзяиспользовать его здесь? После переточки инструмент меняет свойстваи мы пришли к выводу, что нам проще использовать новый инструмент,чем вносить изменения в программное обеспечение, что требуется прииспользовании инструмента с продлённым ресурсом.
-

- 2013.10.11_UWKW-067

Когда происходит расход инструмента, автоматически формируетсяфайл, который уходит в отдел снабжения и на фирму-производителя. Впрограмме прописан неснижаемый остаток и отдел снабжения вовремязакупает новый инструмент.
-

- 2013.10.11_UWKW-070

-

- 2013.10.11_UWKW-073

-

- 2013.10.11_UWKW-081

Каждые 28 секунд выпадает вот такой брикет из дюралевой стружки икаждые 32 секунды брикет из стальной стружки. Стоимость брикета нарынке примерно в 5 раз больше, чем непрессованной стружки такой жемассы. Таким образом, мы экономим и на транспортных расходах - невывозим с завода «воздух», и больше зарабатываем. Эти брикеты идутна переплавку и используются в других видахпромышленности.
-

- 2013.10.11_UWKW-086

-

- 2013.10.11_UWKW-089
-

- 2013.10.11_UWKW-093
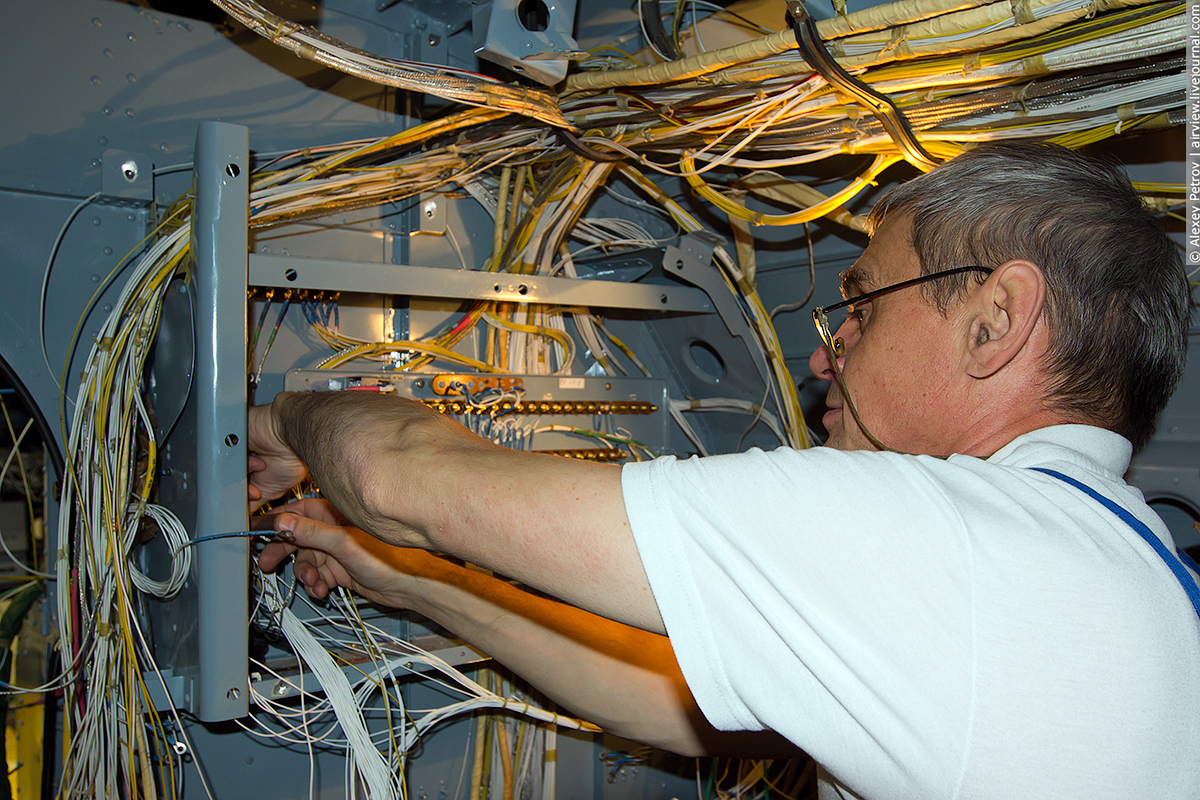
На Казанском Вертолётном заводе производят винтокрылые машины какгражданского, так и военного назначения. Заказчик обладаетвозможностью в буквальном смысле этого слова «собрать» свойвертолёт, выбрав из обширного перечня опций те, которые емудействительно необходимы.
-

- 2013.10.11_UWKW-273_7B1

Конечно, очень удобно, когда рабочее место экипажа представляет изсебя ультрасовременный «стеклянный» кокпит. Но, зачастую, кабина с«будильниками» (классическими стрелочными приборами) выглядитпредпочтительнее. Особенно в случаях, когда техника эксплуатируетсяв экстремальных условиях: жара или, наоборот, крайнийСевер.
«Цифровая кабина» имеет в своём активе встроенный контроль.Зачастую при некорректной работе, повреждении или отказе какой-либосистемы вылет становится просто невозможен. А ведь бывают случаи(особенно это касается военной техники), когда нужно взлететь вочто бы то ни стало. « Цифровая кабина» также требует больше временина подготовку к вылету. Обычно это не менее 10 минут(раскручиваются гироскопы, и так далее). «Аналоговая» кабинапозволяет поднять машину в воздух в 5 раз быстрее.
У каждого из вариантов оснащения есть как преимущества, так инедостатки. Поэтому выбор делается исходя из тех целей, которыйбудут ставиться перед экипажем и условий, в которых будетосуществляться эксплуатация вертолёта.
-

- 2013.10.11_UWKW-296

-

- 2013.10.11_UWKW-277

-

- 2013.10.11_UWKW-323
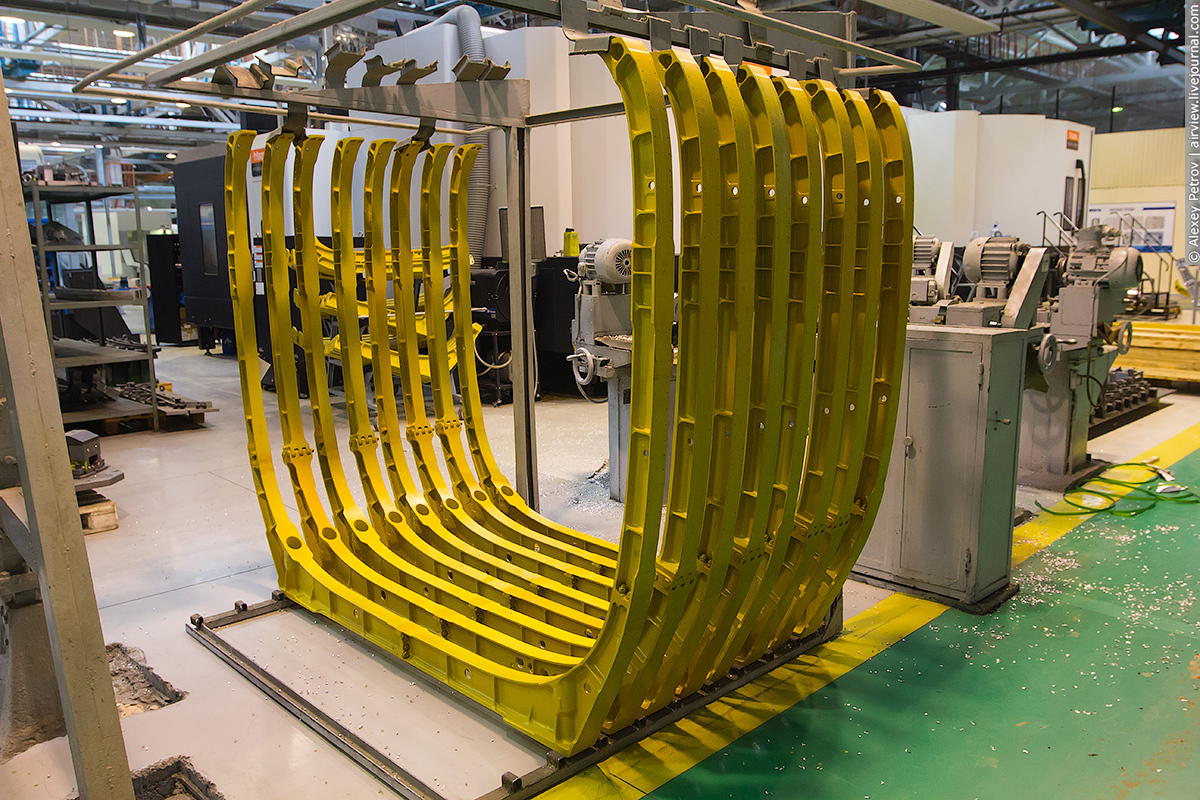
Эти лопасти устанавливаются на вертолёты Ми-17 (5 штук) и Ми-38 (6штук). Применение копозитной лопасти на Ми-17 даёт приростподъёмной силы на 500 кг. Современный аэродинамический профильлопасти позволяет существенно улучшить характеристики вертолёта.Авот вес металлической и композитной лопастей практически неотличается друг от друга. Дело в том, что лопасти не должны бытьслишком лёгкими. Весовые характеристики должны соответствоватьоптимальным величинам, рассчитанным конструкторами. Слишком лёгкаялопасть не сможет встать на режим авторотации. А вот ресурскомпозитной лопасти практически в 2,5 раза выше, чем уметаллической.
-

- 2013.10.11_UWKW-298

-

- 2013.10.11_UWKW-264_7B1_B&C

-

- 2013.10.11_UWKW-247_5B1

-

- 2013.10.11_UWKW-257_7B1

Это Казанский вертолетный завод. Место, где историческое прошлоесливается с настоящим и плавно перетекает в будущее. Место, гдерусло течения времени причудливо извивается, открывая взоруромантические пейзажи, ставшие эталонами авиационнойэстетики...
-

- 2013.10.11_UWKW-250_5B1
