ZAVODFOTO из ЖЖ: Как производят автоцистерны и полуприцепы в России
Оригинал взят у zavodfoto в ZAVODFOTO из ЖЖ: Как производят автоцистерны и полуприцепы в России
Оригинал взят у z_alexey в Как это сделано: производство автоцистерн и полуприцепов
На днях мы побывали на чебоксарском заводе по производству цистерн и полуприцепов - «СЕСПЕЛЬ». Производство действительно интересное и по словам директора Владимира Бакшаева, на заводе используются технологии, которые даже в Европе не применяются.

#02. В комментариях к одному из прошлых моих постов с производства, некоторые возмущались, что я показываю лишь чистый пол, а они хотят видеть литейку и сварку. Ребята, на вашей улице сегодня праздник, будет вам и литейка и сварка:

Итак, приглашаю вас на виртуальную экскурсию по заводу. В этом отчете будет много фотографий, хотя я честно отбирал и обрабатывал их 2 часа, и три коротких, но интересных видеоролика с производства.
P.S.
кстати, вы видели сварочный аппарат с WiFi модулем? А робота-сварщика? А робота-маляра? Тогда читайте пост :)
Цех раскройки и сварки.
#03. Производство начинается вот с таких листов металла, которые складируются здесь же на полу:

#04. Раскройка листов производится как старым "дедовским" способом, так и с помощью современной лазерной установки:

#05. Еще раз общий план: на получ листы, а слева лазерная установка для раскроя:

#06. Для подачи металлических листов используются вот такой стол, с вращающимися металлическими роликами:

#07. Далее металлический лист поступает на следующий станок, и здесь его скатывают в цилиндр:

#08. В итоге получается что-то типа этого:

#09. А это сварочный пост, оснащенный, внимание!!! WiFi-модулем! Параметры сварки задаются на удаленном компьютере и через WiFi передаются сюда:

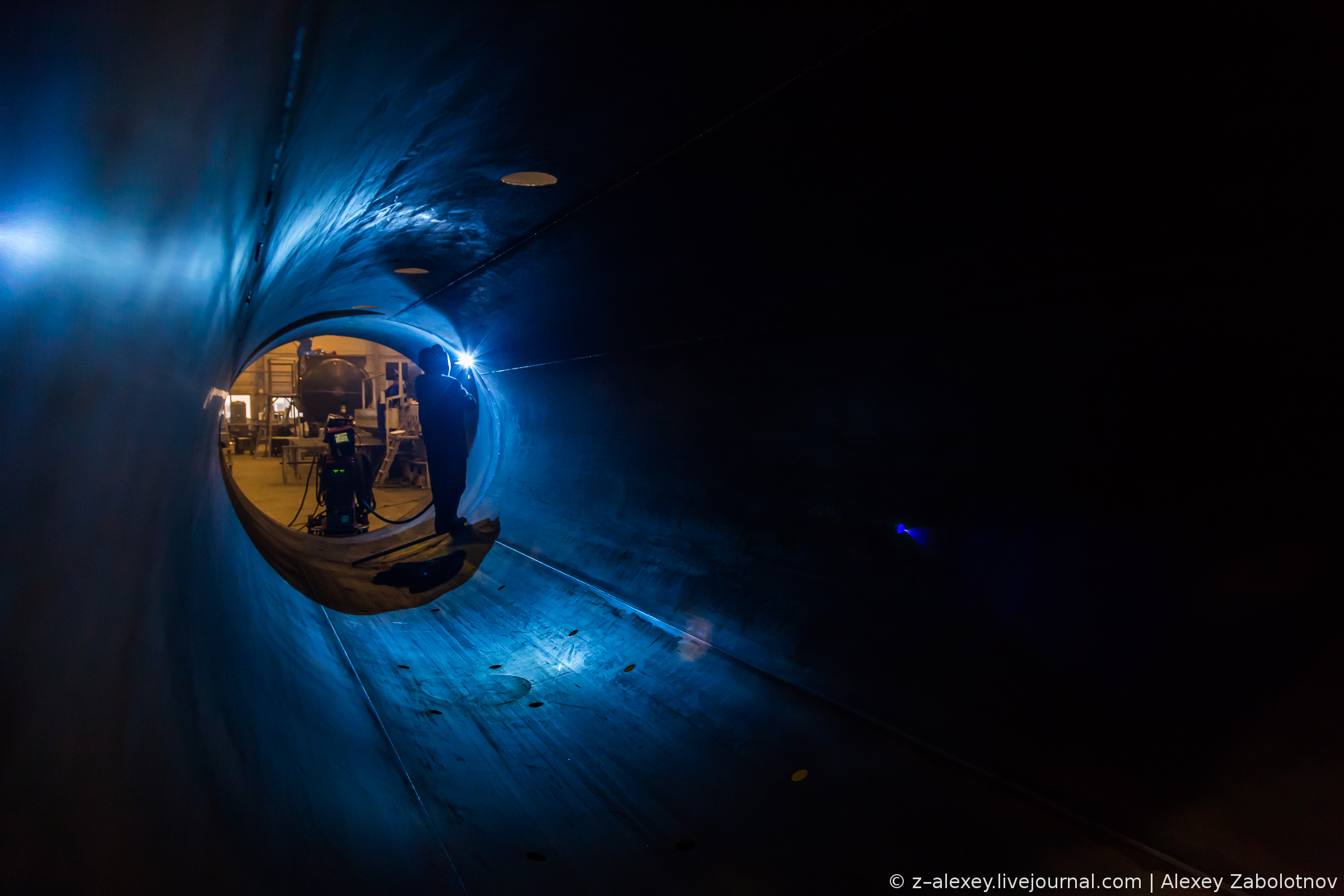
#10. Как и обещал, процесс сварки внутри цистерны:

#11. Автоцистерны и полуприцепы снабжаются "черными ящиками", как и в самолетах их основное предназначение - запись всех параметров. И в случае чего он сохранит всю важную информацию.
Ресивер для сжатого воздуха:

#12. Кроме самого цилиндра, нужно еще подготовить днище. На самом деле, их устанавливают не только по бокам, но и внутри цистерны, в качестве перегородок. Нужно это для гашения скорости перевозимой жидкости:

#13. Раньше днища закупались на стороне, но теперь есть свой станок. Берется плоский круглый лист металла:

#14. И этот лист приставляется к станку, который вращением (за 20 минут) из плоского листа сделает нужную заготовку (еще и края обработает). На данном фото станок, с установленной болванкой. Рабочий смазывает ее маслом и сейчас к этой болванке будет приставлен плоский лист и начнется процесс раскатки:

#15. Непосредственно процесс лучше посмотреть на коротком видео:
#16. Есть аналогичный станок, но для небольших деталей:

#17. Вот так выглядит цистерна, в которой установлены уже "гасящие" перегородки:

#18. На заводе очень активно используется автоматизация, практически везде внедрено штрих-кодирование. Принтер штрих-кодов для деталей:

#19. В цехе установлены компьютеры, на которых можно получить информацию о всех деталях: описание, чертежи и т.п. Работники могут подойти и быстро найти нужную информацию:

#20. Сейчас в цехе устанавливается новый 3D-станок лазерной сварки (его пока не запустили), но зато во всю работает станок сварки трением перемешиванием. Поясняю, два листа устанавливаются встык и аппарат идет и обрабатывает этот стык (на видео ниже посмотрите). В данном случае листы стоят вертикально. а стык у них горизонтально (две длинные желтые планки):

#21. Станок в действии, шов:

#22. Видео: как происходит сварка трением:
#23. Получается вот такая цистерна:

#24. Общий вид на цех (кстати, белый короб это и есть 3D-станок лазерной сварки, который пока монтируется):

Цех лазерной резки
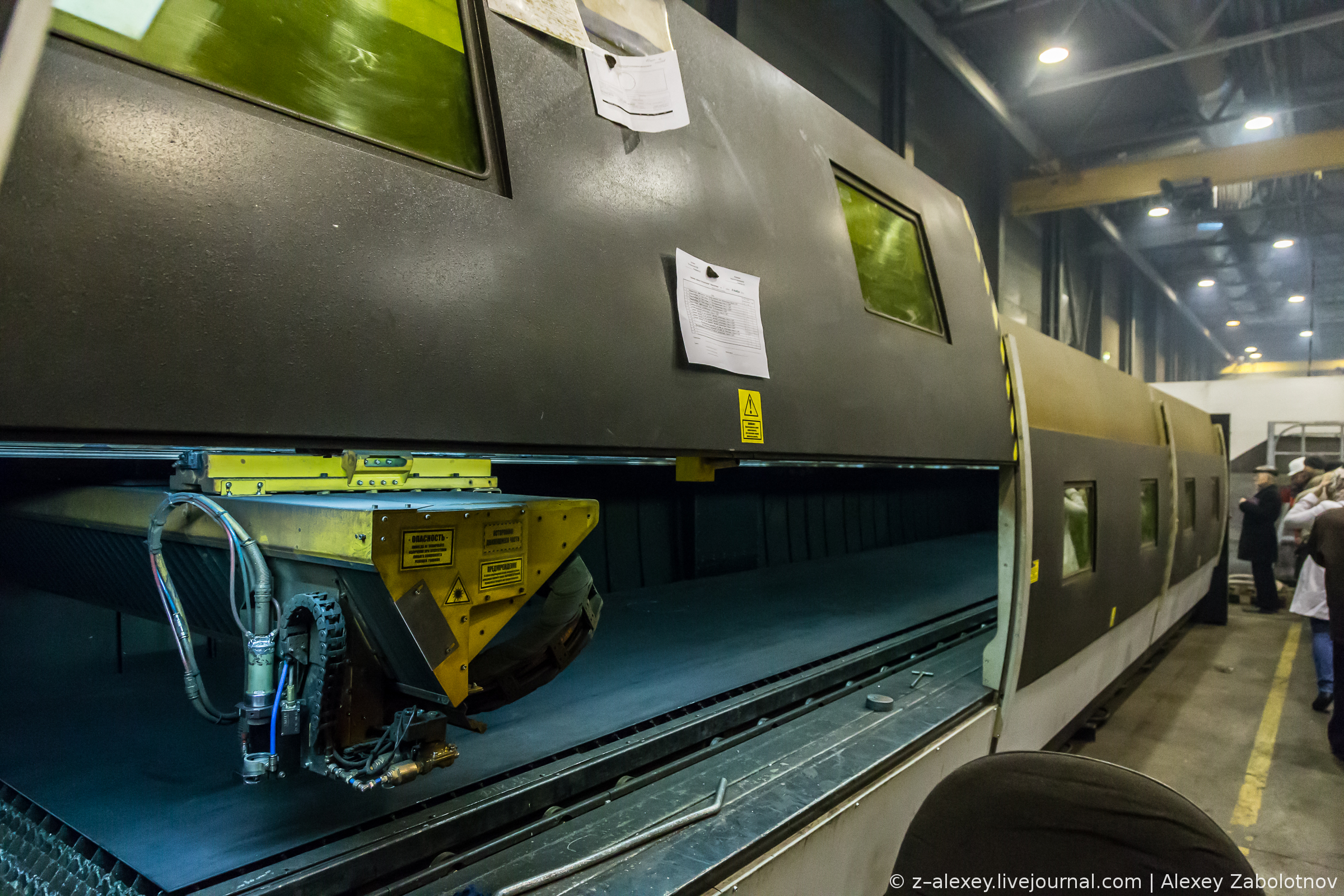
#25. В отдельном помещении находится робот лазерной резки:

#26. Оператор программирует его, затем покидает комнату и ждет окончания процесса

#27. Видео. Настройка робота:
#28. Здесь хранятся необходимые детали, обратите внимание опять же штрих-кодирование:

Как происходит покраска?
#29. Теперь наша цистерна попадает в ангар для покраски. Здесь покраска идет вручную. 2 женщины за 40 минут полностью покрасят ее в нужный цвет:

#30. А это новый покрасочный ангар. Здесь покраска автоматизирована и выполняется роботом (рука робота сейчас в дальнем левом углу):

#31. Этот же робот с другой стороны, здесь установлен компьютер (в кадр не попала) и банки с краской. В отличие от двух женщин, которые управляются с покраской за 40 минут, робот это делает за 8 минут (если не напутал).

Сборочный цех.
#32. Некоторые цистерны не красят, а обклеивают уже готовыми окрашенными пластиковыми листами (их закупают на стороне):

#33. После это цистерна идет из одного ангара в другой (сборочный). Между ангарами есть автомойка (обычная, поэтому фото не будет). В сборочном ангаре естественно большой склад всех нужных запчастей:

#34. Здесь установлены тележка, на каждой свой VIN-код, а внутри все нужные детали для сборки. Бери и собирай:

#35. VIN код :)

#36. Сборка:

#37. Еще один небольшой цех, здесь изготавливается пластиковое днище с теплоизоляцией:

#38. Процесс выгибание аналогичен производству акриловых ванн (хотя для меня это пока загадка)

#39. Сборка:

#40. Еще

#41. Сбоку на цистерну, устанавливается блок для просмотра различных параметров. Автоцистерны снабжаются модулями ГЛОНАСС и GPS. В любой момент можно посмотреть скорость, пройденный путь и кучу других параметров:

#42. В этот раз наверх залезать было некуда, поэтому полез вниз:

#43. Общий вид на сборочный цех. Любители понаписать, что подозрительно чисто в этот раз интересно будут? Пол блестит, ибо сборка должна проходить в чистоте. По сути на этом продукт готов:

#44. Таблички гравируются здесь же на лазерном принтере:

#45. Получается вот такая красота:

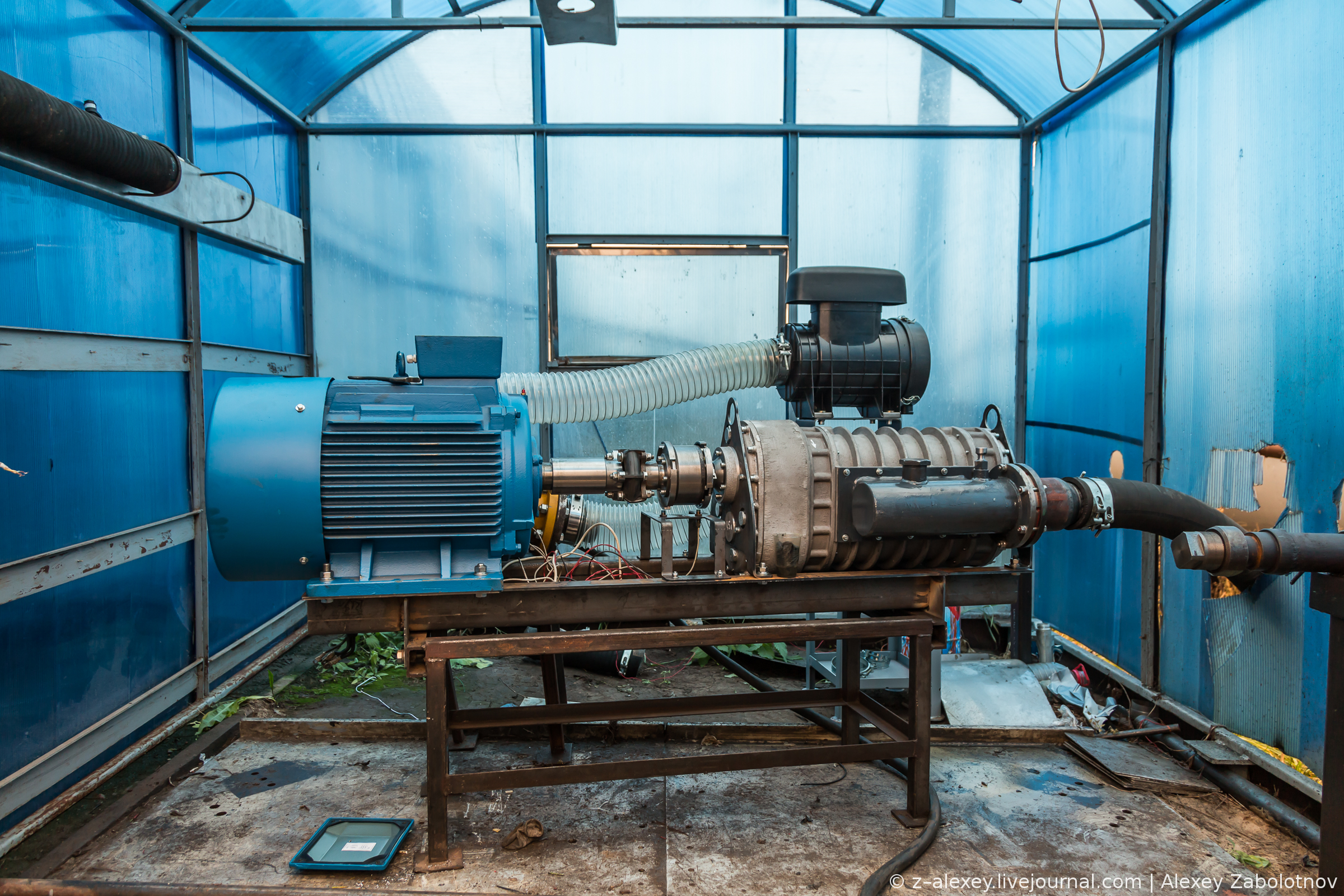
#46. Цех газоподготовки:

#47. Сейчас компрессоры закупаются на стороне. Но готов первый образец компрессора собственного производства. Проходит испытание, но получился гораздо легче европейских аналогов. А говорят в России ничего не могут? Могут!

Лаборатория.
#48. На территории завода есть собственная лаборатория. Здесь установлен аппарат, для проверки состава и различных характеристик металлов:
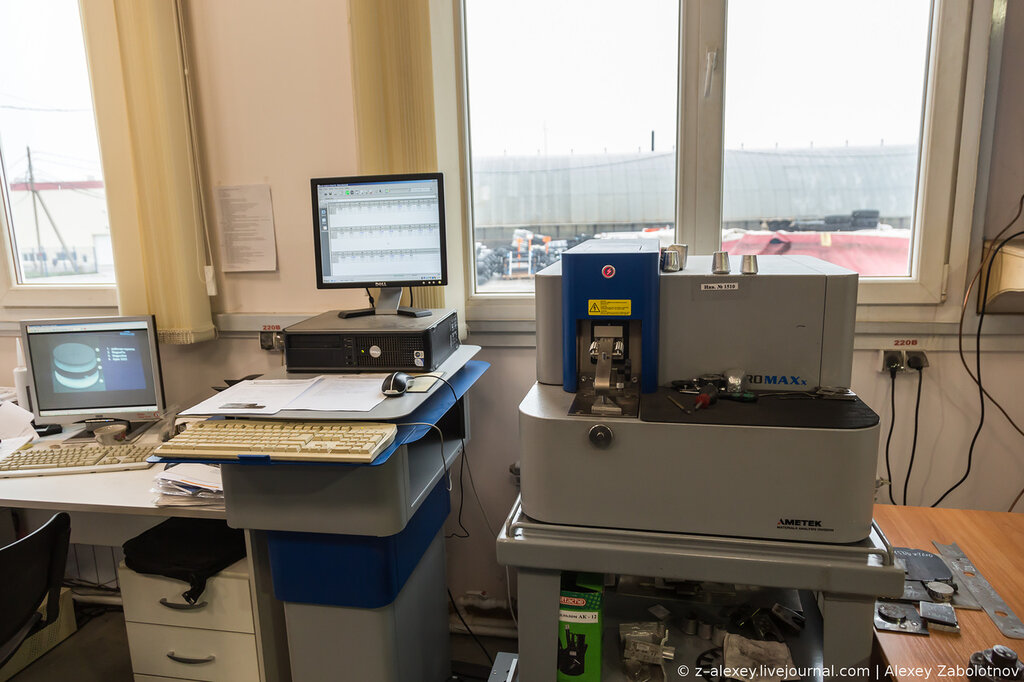
#49. Кладем образец, запускаем программу, получаем результат:

Литейный цех
#46. Здесь расположена минилитейка:

#50. Алюминиевые обрезки, остатки здесь переплавляются

#51. Готовые детали:

#52.

#53.

#54. Литье:

#55. Литье:

Спасибо директору ЗАО "Сеспель" Владимиру Бакшаеву и alexey_donskoyза организацию данного блог-тура.
А Вам спасибо за внимание!
Оригинал взят у z_alexey в Как это сделано: производство автоцистерн и полуприцепов
На днях мы побывали на чебоксарском заводе по производству цистерн и полуприцепов - «СЕСПЕЛЬ». Производство действительно интересное и по словам директора Владимира Бакшаева, на заводе используются технологии, которые даже в Европе не применяются.

#02. В комментариях к одному из прошлых моих постов с производства, некоторые возмущались, что я показываю лишь чистый пол, а они хотят видеть литейку и сварку. Ребята, на вашей улице сегодня праздник, будет вам и литейка и сварка:

Итак, приглашаю вас на виртуальную экскурсию по заводу. В этом отчете будет много фотографий, хотя я честно отбирал и обрабатывал их 2 часа, и три коротких, но интересных видеоролика с производства.
P.S.
кстати, вы видели сварочный аппарат с WiFi модулем? А робота-сварщика? А робота-маляра? Тогда читайте пост :)
Цех раскройки и сварки.
#03. Производство начинается вот с таких листов металла, которые складируются здесь же на полу:

#04. Раскройка листов производится как старым "дедовским" способом, так и с помощью современной лазерной установки:
#05. Еще раз общий план: на получ листы, а слева лазерная установка для раскроя:

#06. Для подачи металлических листов используются вот такой стол, с вращающимися металлическими роликами:

#07. Далее металлический лист поступает на следующий станок, и здесь его скатывают в цилиндр:

#08. В итоге получается что-то типа этого:

#09. А это сварочный пост, оснащенный, внимание!!! WiFi-модулем! Параметры сварки задаются на удаленном компьютере и через WiFi передаются сюда:

#10. Как и обещал, процесс сварки внутри цистерны:
#11. Автоцистерны и полуприцепы снабжаются "черными ящиками", как и в самолетах их основное предназначение - запись всех параметров. И в случае чего он сохранит всю важную информацию.
Ресивер для сжатого воздуха:

#12. Кроме самого цилиндра, нужно еще подготовить днище. На самом деле, их устанавливают не только по бокам, но и внутри цистерны, в качестве перегородок. Нужно это для гашения скорости перевозимой жидкости:

#13. Раньше днища закупались на стороне, но теперь есть свой станок. Берется плоский круглый лист металла:

#14. И этот лист приставляется к станку, который вращением (за 20 минут) из плоского листа сделает нужную заготовку (еще и края обработает). На данном фото станок, с установленной болванкой. Рабочий смазывает ее маслом и сейчас к этой болванке будет приставлен плоский лист и начнется процесс раскатки:

#15. Непосредственно процесс лучше посмотреть на коротком видео:
#16. Есть аналогичный станок, но для небольших деталей:

#17. Вот так выглядит цистерна, в которой установлены уже "гасящие" перегородки:

#18. На заводе очень активно используется автоматизация, практически везде внедрено штрих-кодирование. Принтер штрих-кодов для деталей:

#19. В цехе установлены компьютеры, на которых можно получить информацию о всех деталях: описание, чертежи и т.п. Работники могут подойти и быстро найти нужную информацию:

#20. Сейчас в цехе устанавливается новый 3D-станок лазерной сварки (его пока не запустили), но зато во всю работает станок сварки трением перемешиванием. Поясняю, два листа устанавливаются встык и аппарат идет и обрабатывает этот стык (на видео ниже посмотрите). В данном случае листы стоят вертикально. а стык у них горизонтально (две длинные желтые планки):
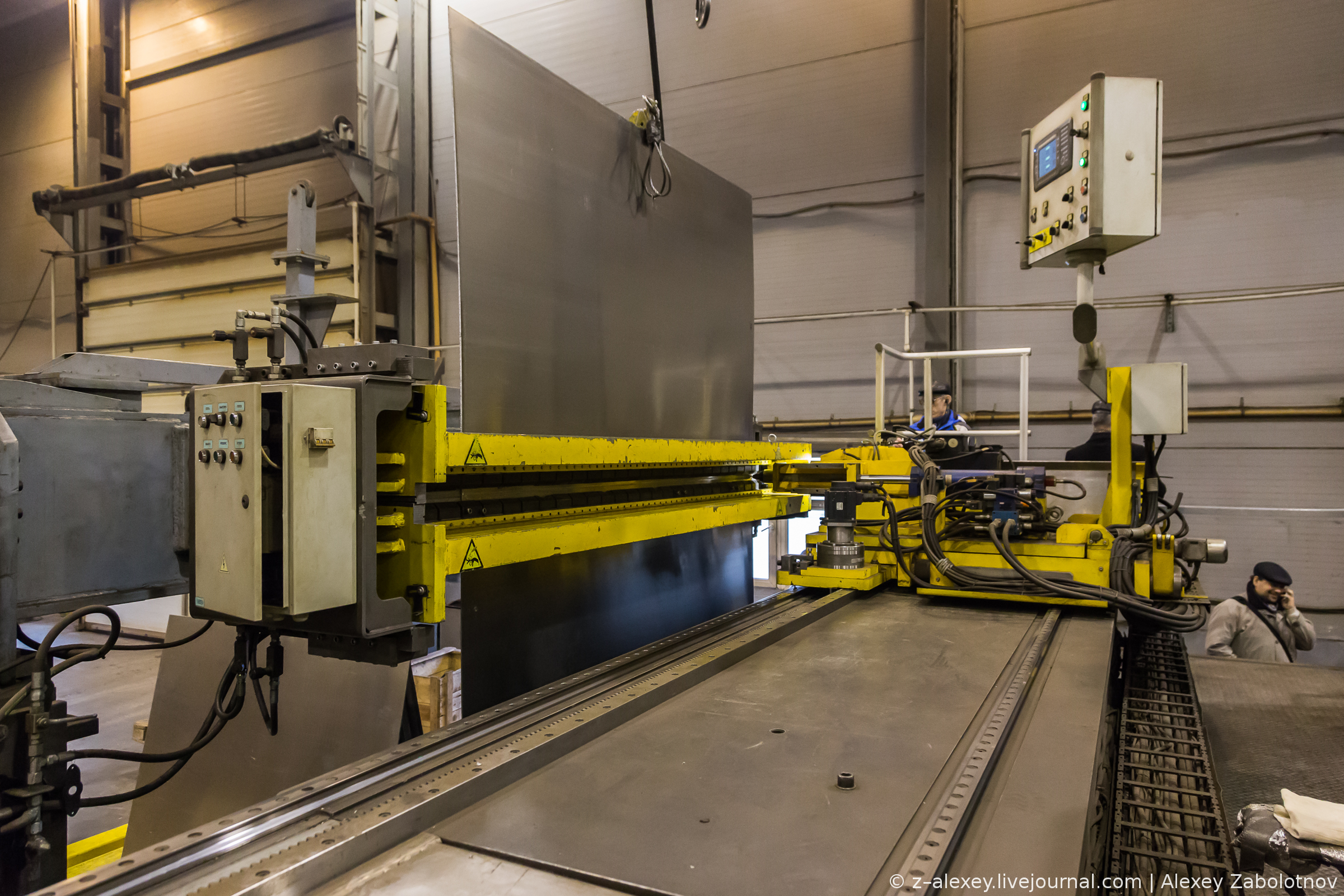
#21. Станок в действии, шов:

#22. Видео: как происходит сварка трением:
#23. Получается вот такая цистерна:

#24. Общий вид на цех (кстати, белый короб это и есть 3D-станок лазерной сварки, который пока монтируется):

Цех лазерной резки
#25. В отдельном помещении находится робот лазерной резки:

#26. Оператор программирует его, затем покидает комнату и ждет окончания процесса

#27. Видео. Настройка робота:
#28. Здесь хранятся необходимые детали, обратите внимание опять же штрих-кодирование:

Как происходит покраска?
#29. Теперь наша цистерна попадает в ангар для покраски. Здесь покраска идет вручную. 2 женщины за 40 минут полностью покрасят ее в нужный цвет:

#30. А это новый покрасочный ангар. Здесь покраска автоматизирована и выполняется роботом (рука робота сейчас в дальнем левом углу):

#31. Этот же робот с другой стороны, здесь установлен компьютер (в кадр не попала) и банки с краской. В отличие от двух женщин, которые управляются с покраской за 40 минут, робот это делает за 8 минут (если не напутал).

Сборочный цех.
#32. Некоторые цистерны не красят, а обклеивают уже готовыми окрашенными пластиковыми листами (их закупают на стороне):

#33. После это цистерна идет из одного ангара в другой (сборочный). Между ангарами есть автомойка (обычная, поэтому фото не будет). В сборочном ангаре естественно большой склад всех нужных запчастей:

#34. Здесь установлены тележка, на каждой свой VIN-код, а внутри все нужные детали для сборки. Бери и собирай:

#35. VIN код :)

#36. Сборка:

#37. Еще один небольшой цех, здесь изготавливается пластиковое днище с теплоизоляцией:

#38. Процесс выгибание аналогичен производству акриловых ванн (хотя для меня это пока загадка)

#39. Сборка:

#40. Еще

#41. Сбоку на цистерну, устанавливается блок для просмотра различных параметров. Автоцистерны снабжаются модулями ГЛОНАСС и GPS. В любой момент можно посмотреть скорость, пройденный путь и кучу других параметров:

#42. В этот раз наверх залезать было некуда, поэтому полез вниз:

#43. Общий вид на сборочный цех. Любители понаписать, что подозрительно чисто в этот раз интересно будут? Пол блестит, ибо сборка должна проходить в чистоте. По сути на этом продукт готов:

#44. Таблички гравируются здесь же на лазерном принтере:

#45. Получается вот такая красота:
#46. Цех газоподготовки:

#47. Сейчас компрессоры закупаются на стороне. Но готов первый образец компрессора собственного производства. Проходит испытание, но получился гораздо легче европейских аналогов. А говорят в России ничего не могут? Могут!
Лаборатория.
#48. На территории завода есть собственная лаборатория. Здесь установлен аппарат, для проверки состава и различных характеристик металлов:

#49. Кладем образец, запускаем программу, получаем результат:

Литейный цех
#46. Здесь расположена минилитейка:

#50. Алюминиевые обрезки, остатки здесь переплавляются

#51. Готовые детали:

#52.

#53.

#54. Литье:

#55. Литье:

Спасибо директору ЗАО "Сеспель" Владимиру Бакшаеву и alexey_donskoyза организацию данного блог-тура.
А Вам спасибо за внимание!