Makerbot: Day 2
More experimentation and false starts taught me more about the software available to me to run the makerbot. Firmware upgrade, accelerated printing speeds, control over things like platform temperature, print head temperature (easier to do in the machine code itself than some of the GUI options, but hey, if I can make it work, I win!).
One of the demo pieces I've been wanting to try is a trefoil knot. I had a bad time getting it to print just on its own with no solid base - I'm still working on that - but when I had it print ou ton a pedestal, it went really well.
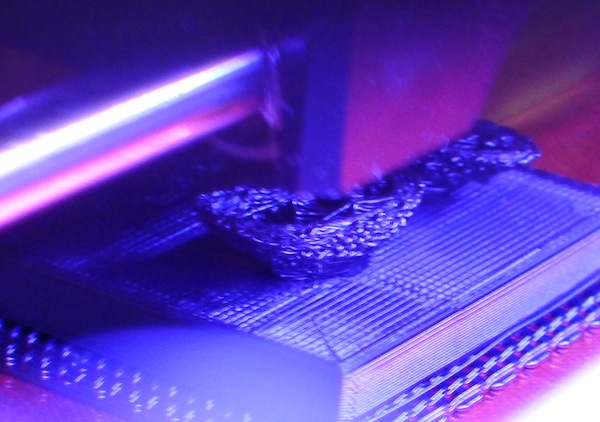
Here is the rectangular base being built - smaller than a business card, about 1.7"x2" - with a square grid inside it for strength and to hold up the roof when that gets laid down:

At 15% completion, you can see that there are places where the thing grows out of the base. You can also see that those look totally gnarley - and I'm not using that in 80's surfer dude parlance - they really do look disturbingly rippled. The only real way for that to happen is for too much plastic to be pumping out of the extruder. Why is that, and what does that mean?
The makerbot builds things by laying down a tiny bead of melted plastic as it moves along. If you've ever sculpted with a hot glue gun, used a caulking gun, or gotten experimental with your toothpaste tube, you know that you need to squeeze the stuff out at the same speed that the nozzle is moving along in order for it to come out the right thickness. If you squeeze out an inch of plastic, you need to move the print head along by an inch. The way that it ends up gnarled or rippled like you see below is for the print head to move 1 inch, while 1.1 inches of plastic has come out. This means that the print head is moving too slow, or the plastic is feeding too fast.
The strange thing here is that the base is smooth, and not long after the photo was taken, the knotwork became smooth too. So what's going on? It's not like the feed rate of the plastic through the extruder nozzle is likely to change for a little while, nor is the movement speed of the print head. My best guess, then, is that the filament thickness wasn't entirely uniform, and that fraction of an inch of thickness corresponds to a little lump in the filament where it was a bit fatter than everywhere else. That would mean that the motor feeding the filament through was going to pump a little bit more plastic than it thought it was, causing the funky stuff.
In any case, though, the oddness passed, and the print progressed with no issues. Here it is at 50% complete:
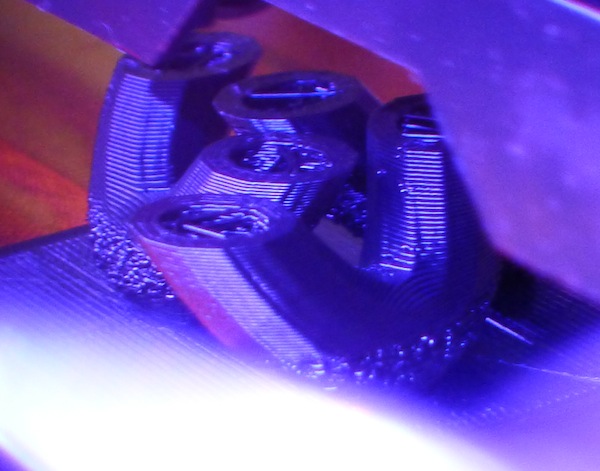
Those layers are each about 1/4mm thick. You can see that in the middle of the knot like this there are 6 round cross-sections, and that the walls are 3 or 4 layers thick as the machine builds them. I gave it that thickness to make it nice and strong. Alas, this also meas it takes almost twice as long to print, because the thing has to trace around twice as many times (but in ever-so-slightly-smaller paths each time). Here it is at 90% complete:
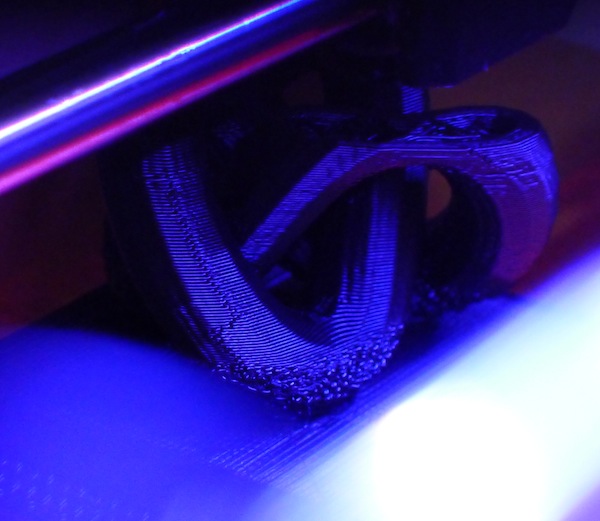
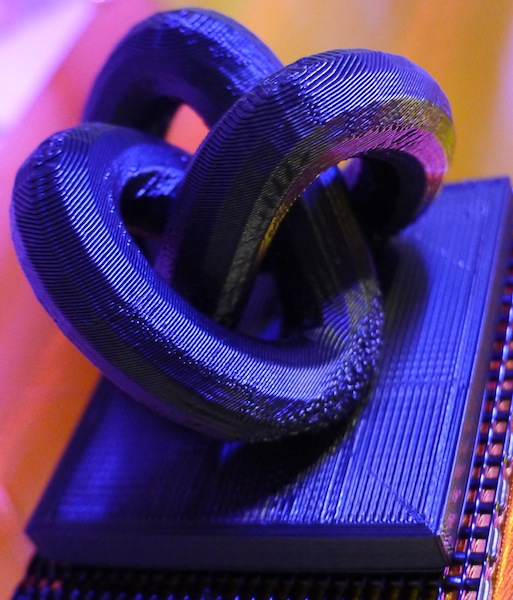
And the final product came out fantastic! Click on the image to see the whole folder of pictures I took of this (there were a couple I didn't post here):
One of the demo pieces I've been wanting to try is a trefoil knot. I had a bad time getting it to print just on its own with no solid base - I'm still working on that - but when I had it print ou ton a pedestal, it went really well.
Here is the rectangular base being built - smaller than a business card, about 1.7"x2" - with a square grid inside it for strength and to hold up the roof when that gets laid down:
At 15% completion, you can see that there are places where the thing grows out of the base. You can also see that those look totally gnarley - and I'm not using that in 80's surfer dude parlance - they really do look disturbingly rippled. The only real way for that to happen is for too much plastic to be pumping out of the extruder. Why is that, and what does that mean?
The makerbot builds things by laying down a tiny bead of melted plastic as it moves along. If you've ever sculpted with a hot glue gun, used a caulking gun, or gotten experimental with your toothpaste tube, you know that you need to squeeze the stuff out at the same speed that the nozzle is moving along in order for it to come out the right thickness. If you squeeze out an inch of plastic, you need to move the print head along by an inch. The way that it ends up gnarled or rippled like you see below is for the print head to move 1 inch, while 1.1 inches of plastic has come out. This means that the print head is moving too slow, or the plastic is feeding too fast.
The strange thing here is that the base is smooth, and not long after the photo was taken, the knotwork became smooth too. So what's going on? It's not like the feed rate of the plastic through the extruder nozzle is likely to change for a little while, nor is the movement speed of the print head. My best guess, then, is that the filament thickness wasn't entirely uniform, and that fraction of an inch of thickness corresponds to a little lump in the filament where it was a bit fatter than everywhere else. That would mean that the motor feeding the filament through was going to pump a little bit more plastic than it thought it was, causing the funky stuff.
In any case, though, the oddness passed, and the print progressed with no issues. Here it is at 50% complete:
Those layers are each about 1/4mm thick. You can see that in the middle of the knot like this there are 6 round cross-sections, and that the walls are 3 or 4 layers thick as the machine builds them. I gave it that thickness to make it nice and strong. Alas, this also meas it takes almost twice as long to print, because the thing has to trace around twice as many times (but in ever-so-slightly-smaller paths each time). Here it is at 90% complete:
And the final product came out fantastic! Click on the image to see the whole folder of pictures I took of this (there were a couple I didn't post here):