Мы с Робертом Шекли тестируем 3D принтер « 3D Старт». НАСТРОЙКА Slic3r-1ч.
Настройки слайсера для Repetier-Host.
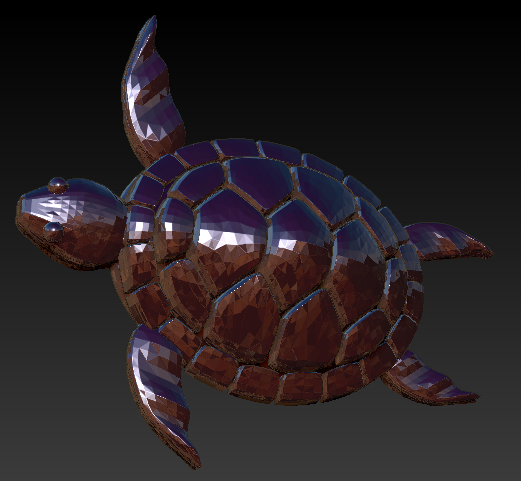
Мы будем использовать Slic3r - на сегодняшний день он является одним из самых мощных и доработанных модулей для формирования G-кода, необходимого для вывода 3D-модели на печать 3D-принтером. Все настройки придется подбирать самостоятельно. Для разных моделей по - разному. Покажу немного на черепашке и других модельках. Первая модель при стандартных настройках получилась без детализации совсем. Кривая , как педаль.
ХОТИТЕ ОЧЕНЬ ХОРОШУЮ ДЕТАЛИЗАЦИЮ ДЛЯ БАРЕЛЬЕФОВ НАПРИМЕР ИЛИ ЗНАЧКОВ, СМЕНИТЕ СОПЛО НА 0,1. И ДА ПРИБУДЕТ ВАМ СЧАСТЬЕ! БЛАГО ВСЕ ЧАСТИ ЗАМЕНЯЕМЫ,
ИТАК -ИМЕЕМ МОДЕЛЬ
В ВИДЕО ИТОГ, ЧТО ПОЛУЧИЛОСЬ, НИЖЕ НАСТРОЙКИ СЛИНКА.
Купить со скидкой 10% по промокоду 3DPRINTER: http://goo.gl/gGztVF
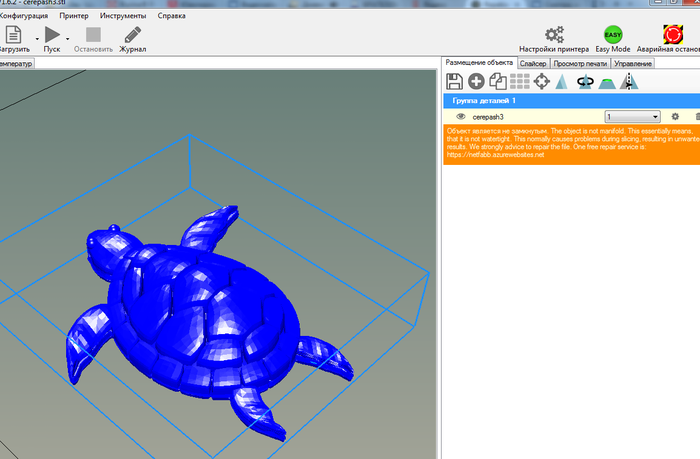
ЕСЛИ ВЫПОЛЗАЕТ ОКНО ТАКОЕ, ЛЕЗЕМ ОБРАТНО В СВОЙ 3D РЕДАКТОР (Я ЛЮБЛЮ ZBRUSH) И НАЧИНАЕМ ПРАВИТЬ.
МНОГИЕ НАКАЧАЮТ МОДЕЛЕЙ С ИНЕТА, НЕ ФАКТ, ЧТО ОНИ ПОДОЙДУТ... ПОТОМУ ДЕЛАЮ БОЛЬШЕЙ ЧАСТЬЮ СВОИ.
НАСТРОЙКИ ДАЮ СВОИ.
Вкладка «Print Settings» -«Настройки печати»
Layers and perimeters-Слои и обводки
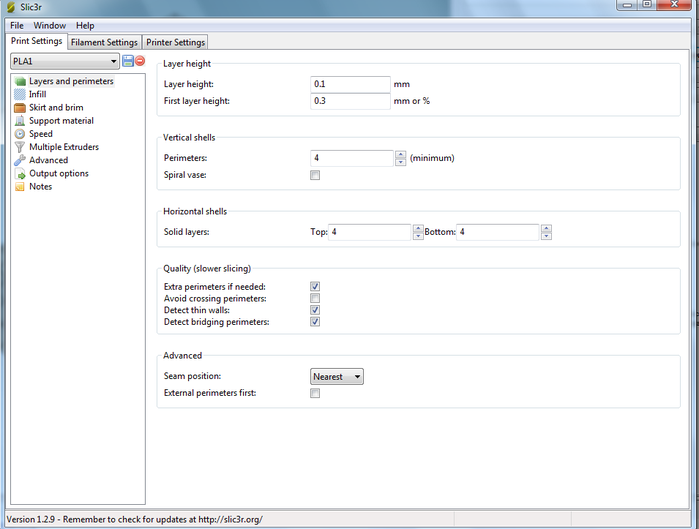
Layer height («Высота слоя») - один из самых важных параметров, влияющих на качество печати. При его установке необходимо ориентироваться на геометрию печатаемой модели и время, за которое планируется напечатать готовое изделие. Чем меньше значение параметра высоты слоя, тем дольше идет печать.
Высота слоя может варьироваться:
от 0.05 до 0.25 для сопла диаметром 0,3 мм
Главное правило при выставлении этого параметра: он не может превышать толщину используемого сопла (желательно ставить не больше ¾ от этой толщины);
First layer height («Высота первого слоя»). Как правило, задается немного больше параметра Layer height для лучшего закрепления модели на столе.
Perimeters (minimum). Количество слоев контура модели (или количество слоев стенки модели). Сначала экструдер очерчивает контур слоя. Затем заполняет его с определенной плотностью заполнения. Так вот, этот показатель равен количеству контуров, которое экструдер сделает перед тем, как начать заполнение. Чем больше этот параметр, тем прочнее внешняя поверхность детали. Но с увеличением слоев есть и паразитный эффект - скручивание (загиб) детали. Чем меньше число, тем меньше толщина стенки модели, а значит, модель будет более хрупкая.
Минимально 1, оптимальный минимум - 3-4 шт.
Advanced - данный параметр мы рекомендуем не трогать.
Seam position - начало построения слоя. Имеет три варианта.
Random - случайный.
Nearest - ближайший.
Aligned - выровненный\по-середине-краю.
Generate extra perimeters when needed -печать дополнительных обводок при необходимости;
Solid layers -количество слоев с верхней (top) и нижней (bottom) закрывающих плоскостей модели (рекомендуется 4 для низа и верха);
Практический опыт. Если необходимо закрыть пустотелую модель, внутреннее заполнение которой равно нулю (есть только внешние стенки), необходимо установить параметр solid layers top не менее 4: так, нити первого слоя провисают, нити второго слоя ложатся более ровно, третий слой печатается пологим и четвертый уже полностью закрывает поверхность модели ровным слоем.
Avoid crossing perimeters -слои контура не будут пересекаться друг с другом; сопло будет объезжать периметр печатаемой модели без риска задеть уже напечатанные слои. Этот параметр призван оптимизировать маршрут движения печатающей головки для увеличения качества печати, однако при этом сокращается скорость печати.
External perimeters first -сначала печатается внешний слой контура, потом внутренний; например, если контур состоит из трех слоев, то, включив этот параметр, печать будет идти в следующем порядке: сначала внешний, потом средний, потом внутренний слой.
Практический опыт. Практика показывает, что лучше отключить параметр external perimeters first и сначала печатать внутренний слой, а потом внешний. В некоторых случаях риск избытка или недостатка в подаче пластика ляжет на внутренние слои, и полностью нивелируется к началу печати внешнего слоя.
Spiral vase -модель печатается без заливки и поддержек, по контуру, без переходов. Подходит для спиральных и пустотелых, а также тонкостенных моделей. При включении этого параметра невозможно напечатать горизонтальную плоскость -горизонтальные слои без поддержек будут провисать.
Infill («Заполнение») - это заливка пространства внутри модели.
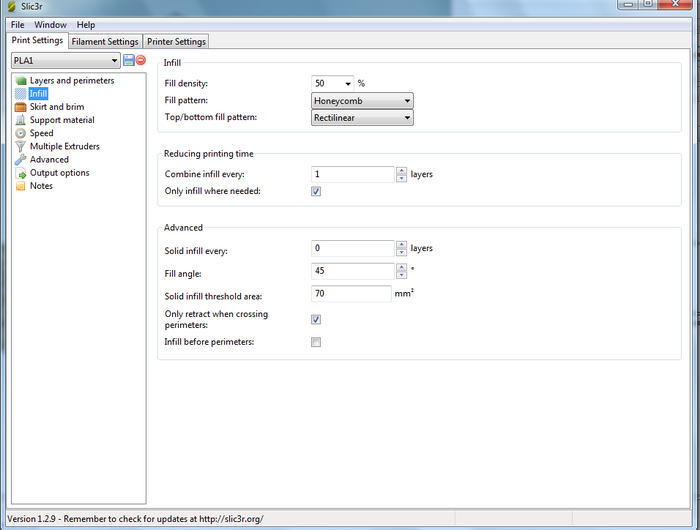
Fill density- плотность заполнения. Показывает, на сколько полая будет деталь. Для обычной 3D печати, применяемой в робототехнике, для домашних изделий и других подобных применений, мы рекомендуем ставить этот параметр 15-20%. Если Вы хотите напечатать очень прочную деталь, то Вам будет достаточно поставить 80%. Напомним, что этот параметр очень сильно влияет на время печати!
Fill pattern («Тип заливки (сетки) модели»). Для увеличения скорости печати при сохранении умеренной жесткости достаточно выбрать rectilinear. Для увеличения прочности модели при сокращении ее веса можно выбрать honeycomb (медовые соты).
Top/bottom fill pattern. Тип сетки, которой закрываются верхние и нижние слои.
Combine Infill every - параметр, определяющий слои, на которых будет происходить заливка. К примеру, если установлена единица, то заполняться будут все слои, если 2, то только каждый второй слой. Из-за того, что принтер в таком случае будет пропускать в заполнении слой, модель будет печататься более грубо и менее жестко.
Only infill where needed - заполнение на усмотрение программы только там, где нужно; в некоторых местах объем частей печатаемого изделия небольшой, в таких случаях программа будет считать, что необходимости заполнять такой объем нет.
Solid infill every - заливка сплошного слоя внутри заполнения через указанное количество слоев
Fill angle - угол печати сетки заполнения по сравнению с вертикальной осью. Так, например, если этот параметр равен нулю, то стенки заполнения будут расти вертикально перпендикулярно поверхности платформы. Для упрочнения модели угол заполнения рекомендуется установить около 45°
Solid infill threshold area - заполнение площади, меньше указанной, будет производиться стопроцентной заливкой. Например, для небольших пустот строить «медовые соты» (honeycomb)нет смысла - они получатся слишком мелкие и не дадут должной прочности;
Only retract when crossing perimeters - ретракция только тогда, когда идет обход периметра; при включенном параметре процесс ретракции включается, когда сопло выходит за внешний контур. Это очень полезный инструмент, так как при движении экструдера, тот тянет за собой тонкие нити пластика, создавая паутину внутри модели. Это приводит к сильной потере качества.
Ретракция в 3D-печати -процесс движения пластиковой нити в сторону, обратную стороне подачи.
Пример использования ретракции: в двух разных частях платформы одновременно печатаются два объекта. Наращивание уровней печатаемых объектов происходит следующим образом: сначала заполняется слой первого объекта, потом заполняется слой второго объекта. Когда печатающая головка по завершении печати слоя первого объекта перемещается к месту печати второго объекта, из сопла за время движения вытекает капля материала под действием температуры. Для того, чтобы эта капля не оставила след на поверхности второго печатаемого объекта, программа дает команду втянуть пластиковую нить обратно в экструдер на установленную длину, а при продолжении печати второго объекта вновь подать втянутый пластик в сопло.
Solid infill threshold area - заполнение площади меньше указанной будет производиться 100% заполнением. Рекомендует 40-70.
Infill before perimeters - сначала печатается заполнение, а потом печатаются слои периметра. Рекомендуем не использовать этот параметр.
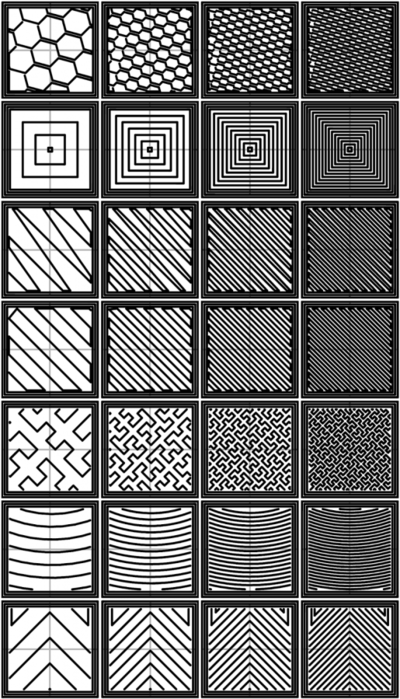
Плотность слева направо: 20%, 40%, 60%, 80%
Шаблоны заполнения сверху вниз:Honeycomb, Concentric, Line, Rectilinear, Hilbert Curve, Archimedian Chords, Octagram Spiral
Серия сообщений "Полезные программки для ПК":
Часть 1 - Sothink SWF Easy 6.4 Build 633
Часть 2 - Мы с Робертом Шекли тестируем модульный 3D принтер « 3D Старт»- 1 часть
...
Часть 5 - Устанавливаем программу Adobe After Effects СС2014для 64 бит. системы
Часть 6 - Как повысить мощность процессора и сделать ПК более производительным
Часть 7 - Мы с Робертом Шекли тестируем 3D принтер « 3D Старт». НАСТРОЙКА Slic3r-1ч.
Оригинал записи и комментарии на LiveInternet.ru